Download
1 / 5
0 likes | 11 Views
Enhance productivity & safety in industries with dust collectors, vibrating screens, belt conveyors, & more. Intech Bulk offers tailored solutions for efficient material handling. https://www.intechbulks.com/

E N D
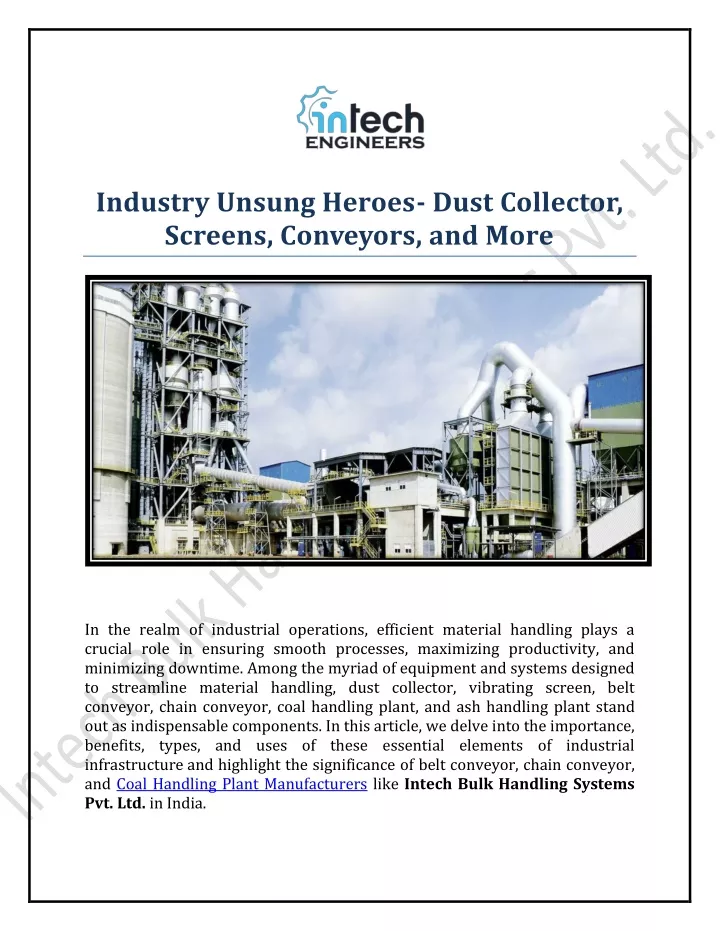
Industry Unsung Heroes- Dust Collector, Screens, Conveyors, and More In the realm of industrial operations, efficient material handling plays a crucial role in ensuring smooth processes, maximizing productivity, and minimizing downtime. Among the myriad of equipment and systems designed to streamline material handling, dust collector, vibrating screen, belt conveyor, chain conveyor, coal handling plant, and ash handling plant stand out as indispensable components. In this article, we delve into the importance, benefits, types, and uses of these essential elements of industrial infrastructure and highlight the significance of belt conveyor, chain conveyor, and Coal Handling Plant Manufacturers like Intech Bulk Handling Systems Pvt. Ltd. in India.
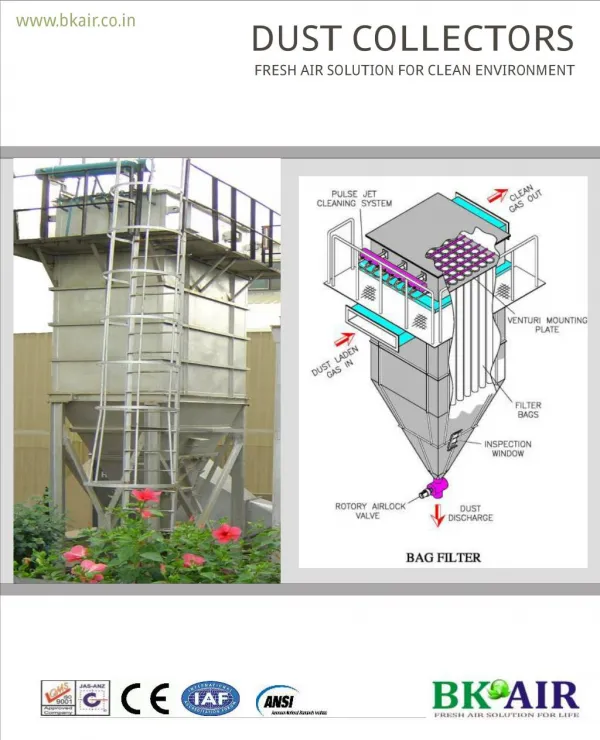
1. Dust Collector: Dust collectors are vital for maintaining clean and safe working environments in industries where dust and particulate matter are generated during production processes. These systems effectively capture and remove airborne particles, contamination of the safeguarding workers' health. Dust collectors come in various types such as cyclone collectors, baghouse collectors, cartridge collectors, and electrostatic precipitators, each tailored to specific industry needs. preventing workspace and 2. Vibrating Screen: Vibrating screens are versatile equipment used for separating and grading materials based on size and particle distribution. They find applications across diverse industries including mining, construction, agriculture, and recycling. Vibrating screens enhance efficiency by efficiently sorting materials, improving product quality, and reducing manual labor requirements. 3. Belt Conveyor: Belt conveyors are ubiquitous in material handling systems, facilitating the smooth and continuous transportation of bulk materials over long distances. These conveyors consist of a belt stretched between two or more pulleys and are ideal for transporting a wide range of materials including grains, ores, aggregates, and packaged goods. Belt conveyors are prized for their high capacity, reliability, and ability to traverse various terrains.
4. Chain Conveyor: Chain conveyors operate on a similar principle to belt conveyors but utilize chains instead of belts to transport materials. They are particularly suitable for handling heavy-duty materials such as pallets, barrels, and large components in industries like automotive, manufacturing, and warehousing. Chain conveyors offer robustness, durability, and precise control over material movement. 5. Coal Handling Plant: Coal handling plants are integral to the efficient operation of thermal power plants and coal-based industries. These facilities are responsible for receiving, storing, and distributing coal to power generation units. Properly designed coal handling plants optimize fuel utilization, minimize wastage, uninterrupted power production. and ensure 6. Ash Handling Plants: Ash handling plants play a crucial role in the disposal of ash generated from combustion processes in power plants and industrial boilers. These plants collect, transport, and dispose of ash, preventing environmental pollution and maintaining compliance with regulatory standards. Efficient ash handling plants improve plant efficiency, reduce operational costs, and mitigate environmental risks.
Importance of Manufacturers like Intech Bulk Handling Systems Pvt. Ltd.: Chain Conveyor, Belt Conveyor, Ash Handling Plant Manufacturers like Intech Bulk Handling Systems Pvt. Ltd. play a crucial role in the material handling industry by providing innovative solutions tailored to meet specific customer needs. As a leading manufacturer in India, Intech Bulk Handling Systems Pvt. Ltd. offers a comprehensive range of equipment and services, including design, fabrication, installation, and maintenance of material handling systems. Their expertise and commitment to quality ensure efficient and reliable operation, enhancing productivity and safety for their clients. Benefits, Types, and Uses: The benefits of material handling equipment and systems are manifold: 1.Enhanced Efficiency: By automating material handling processes, equipment and systems minimize manual labor, reduce cycle times, and optimize workflow efficiency. 2.Improved Safety: Advanced safety features and ergonomic designs enhance workplace safety, mitigating the risk of accidents and injuries. 3.Cost Savings: Streamlined material handling operations result in reduced labor costs, lower maintenance expenses, and improved resource utilization. 4.Product Quality: Precise control over material movement and handling ensures consistent product quality and minimizes defects. 5.Environmental Sustainability: Dust collectors and ash handling plants contribute to environmental sustainability by reducing air and water pollution, conserving resources, and complying with regulatory requirements.
The types and uses of material handling equipment and systems are diverse, catering to a wide range of industrial applications: 1.Dust collector: Used in industries such as woodworking, metalworking, pharmaceuticals, and food processing to capture and remove airborne dust and particulate matter. 2.Vibrating screen: Deployed in mining, construction, agriculture, and recycling for sorting and grading materials based on size and particle distribution. 3.Belt conveyor: Found in industries including mining, manufacturing, logistics, and agriculture for the transportation of bulk materials. 4.Chain conveyor: Utilized in automotive, manufacturing, and warehousing for handling heavy-duty materials and components. 5.Coal handling plant: Essential for thermal power plants and coal-based industries for receiving, storing, and distributing coal for power generation. 6.Ash handling plant: Critical for the disposal of ash generated from combustion processes in power plants and industrial boilers, ensuring environmental compliance and resource conservation. In conclusion, material handling equipment and systems are indispensable components of modern industrial infrastructure, driving efficiency, productivity, and sustainability across diverse sectors. Dust Collector Manufacturers play a pivotal role in developing and delivering innovative solutions tailored to specific operational needs, thereby contributing to the advancement of industrial processes and the economy as a whole. Company Details Mail ID - ankit@intechbulks.com Address - Intech Bulk Handling Systems Pvt. Ltd., C-20, Sector-10 Noida U.P 201301 Contact No. - 9910838443 Website - https://www.intechbulks.com/