Download
1 / 15
0 likes | 3 Views
Liquid metals (LMs) exhibit several key characteristics justifying their utilization as<br>coolants and breeders for nuclear fusion reactors and advanced fission reactors. In fusion<br>reactors, the LMs confront an exorbitantly high flow retarding force, due to the magnetohydro-<br>dynamics (MHD) effect, imposing significant demands on the pumping power and<br>designs of ancillary coolant systems.

E N D
Fabrication Aspects and Performance Characterization of a-Al2O3/AlPO4 Based Sandwich Configuration Flow Channel Inserts and Coatings for High Temperature Liquid Metal Applications Abhishek Saraswat1 Fusion Blanket Division, Institute for Plasma Research, Gandhinagar 382428, India e-mail: asaraswat@ipr.res.in RajendraprasadBhattacharyay Fusion Blanket Division, Institute for Plasma Research, Gandhinagar 382428, India; Homi Bhabha National Institute, Training School Complex, Anushaktinagar 400094, Mumbai, India Liquid metals (LMs) exhibit several key characteristics justifying their utilization as coolants and breeders for nuclear fusion reactors and advanced fission reactors. In fusion reactors, the LMs confront an exorbitantly high flow retarding force, due to the magneto- hydro-dynamics (MHD) effect, imposing significant demands on the pumping power and designs of ancillary coolant systems. Corrosion of structural materials leading to activated corrosion products and coolant chemistry control are some of the vital issues common to both fusion and fission reactors employing liquid lead (Pb) and its alloys. To address these concerns, different technological solutions such as flow channel inserts (FCIs) and high temperature compatible corrosion resistant coatings are being investigated to provide a chemical and/or electrical isolation between the LM and structural material for advanced reactors. In this study, three different prototype geometries (circular, square, and 90deg bend) of steel-insulator-steel sandwich FCIs are fabricated for fusion reactor applications andanextensivecharacterizationoftheelectricalinsulationisperformedoveranoperating temperature range of 100?C–600?C. Welding trials and pneumatic pressure tests up to 10kg/cm2(g) are performed on the assemblies to validate the electrical and mechanical integrity over typical fusion reactor operational regime. This paper presents detailed fabrication aspects along with quantitative estimations of insulation filling density, electrical insulation performance and, for the first time, a detailed systematic study of insulation degradation resulting from the combined effects of tungsten inert gas (TIG) welding, exposure to pressure and machining operations on these FCIs. The paper also provides critical details derived from the metallurgical examinations and visual observations from the destructive tests executed on the prototypes. Further, from an implementation perspective toward Lead-cooled Fast Reactors (LFRs), a preliminary feasibility assessment of the a-Al2O3/AlPO4 coating is performed through thin film deposition trials on planar and non-planar substrates followed by mechanical character- izations, such as coating thickness, surface roughness, adhesion strength and microhard- ness. Metallurgicalanalyses arepresented and discussedto assess Pb ingress after700h of continuous exposure to molten Pb alloy at 300?C–400?C. [DOI: 10.1115/1.4062646] Paritosh Chaudhuri Fusion Blanket Division, Institute for Plasma Research, Gandhinagar 382428, India; Homi Bhabha National Institute, Training School Complex, Anushaktinagar 400094, Mumbai, India Sateesh Gedupudi Heat Transfer and Thermal Power Laboratory, Department of Mechanical Engineering, Indian Institute of Technology Madras, Chennai 600036, India Keywords: flow channel insert, coating, alumina, liquid metal, electrical insulation, MHD 1 Introduction Lithiumbasedceramics,suchasLi2TiO3,Li2O,LiAlO2,Li4SiO4, and liquid metals (LMs) such as lithium and eutectic lead-lithium (PbLi)arethepreferredcandidatesfordeploymentinvarioustritium 1Corresponding author. Manuscript received January 19, 2023; final manuscript received May 23, 2023; published online March 8, 2024. Assoc. Editor: Yanlin Wang. Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-1 Copyright V C2024 by ASME
The baseline for the present FCI configurations being actively explored is 1mm (steel) – 5mm (insulator) – 1mm (steel) [38,39] with complete electrical decoupling between two Stainless Steel (SS) liners. In accordance to Eq. (1), a nominal 2-in. cross section duct with a 1mm thin duct wall is, therefore, expected to provide ?74%reductionintheMHDpressuredropperunitlengthcompared toa40-schedulepipe(3.91mmthickness)ofthesamecrosssection. Absence of limitations, related to peeling, damage, and chemical compatibility requirements on the LM exposed coating, has rendered this solution a highly attractive and practical one [40–42]. However, performance of a FCI is also dictated by the lower limit on inner liner thickness from corrosion considerations and the mechanical integrity of outer arrangement acting as a process pressure boundary. In this study, three different FCI prototype configurations (namely, circular cross section, square crosssectionand90degelbowchannel)arefabricatedtoaddressthe challenges associated withgeometrical constraintsencountered ina typical fusion blanket. The adopted methodology provides univer- sality to fabrication of difficult FCI geometries and critical sections including expanders and reducers, transition joints, etc. Detailed electrical insulation characterizations under fusion blanket relevant temperature regimes have been performed, while the mechanical integrity and feasibility for further expansion is ascertained by tungsten inert gas (TIG) welding, pneumatic pressure tests, and machiningoperationswithretentionofelectricalinsulationintegrity required for achieving the objective at hand. breeding blanket concepts of fusion reactors [1,2]. In contrast to solid breeders, LMs provide additional advantages including circulation ability allowing heat extraction and tritium recovery outside the blanket, resistance to irradiation induced damage, high thermal conductivity, and in situ purification feasibilities [3–6]. These potential breeders/coolants suffer, however, due to their inherently high electrical conductivity resulting in humongous magneto-hydro-dynamics (MHD) pressure drops in presence of a transverse magnetic field [7–10]. The situation is further aggravated becausemagnitudeofthispressuredropvariesinasquarefashiontothe magnitude of transverse magnetic field and in a linear fashion to the pipewallthicknessandLMflowvelocity,asgivenbyMalangetal.[11] DP ¼ L:B2:v:rw:ðtw=aÞ (1) where L is the length of the channel, B is the transverse magnetic fieldstrength,visthemeanvelocityofflowingLM,rwandtwarethe electrical conductivity and thickness of wall material, respectively, and a is the half-width of the channel in the direction of B. Applicabilityofsuchcorrelationshavebeenexperimentallyverified as reported under Ref. [12] and ascertained within 615% accuracy during recent PbLi MHD loop operations at Institute for Plasma Research (IPR). Therefore, for a given magnetic field, feasibility of countering the huge MHD pressure drops through high-capacity circulation pumps is partly affected by the simultaneous require- ments of a thicker pipe wall to sustain higher internal pressure. Similarly, a reduction in the LM velocity to reduce the MHD pressure drop shall be accompanied by careful considerations to the resulting temperature rise at the LM-structure interface, corrosion criteria, and ensuing inefficiency of heat extraction for commercial power production. An ideal solution is to provide a complete electrical decoupling between the flowing LM and the pipe wall by means of a thermally and chemically compatible electrically insulating coating [2,11,13–15]. For instance, study by Malang et al. [2] provides a detailed account of the effects on MHD pressure drops for various imperfections in practical coatings and demonstrates that a uniform defect-free coatingshallprovideacoatingresistance ofatleast 10?2 Xm2to reduce the MHD pressure drop within technologically sustainable limits. Numerous studies have been carried out toward chemical compatibility assessments of various candidate oxides such as Al2O3, ZrO2, and Er2O3. [16–29]. A promising functional material is not only expected to provide a high electrical resistivity but also to allow a proper adhesion and to possess resistance to exfoliation/cracking during thermal cycles over the expected blanket lifetime. To this end, only a few experimental studies have generated relevant database to quantitatively assess electrical insulation performance [30] with further needs of an elaborate qualification at higher temperatures for longer durations. A major challenge encountered in most of the coating relevant studies is the requirement to expose the substrate to very high temperature (>900?C) [31–34], which tends to deform a complex geometry, such as that of a blanket, and may result in undesirable micro- structural alterations affecting the substrate properties. Therefore, technological solutions and developments providing a dense, compact, and non-porous insulation layer at a relatively lower temperature could pave a path to resolve some of the critical issues. Onesuchdevelopment,stillinitspreliminarystagesofvalidation,is discussed near the end of the paper toward foreseen applications in fusion reactors and lead-cooled fast reactors (LFRs). Results from preliminary investigations on coating deposition feasibility, mechanical characterizations, and metallurgical evaluations on the chemical compatibility are presented. Another practical way to extenuate MHD pressure drop, without putting additional stresses on the structural components, is to use sandwich configuration flow channel inserts (FCIs). To prevent the ingress of LM into the electrically insulating porous ceramic layers, these inserts have a steel-insulator-steel configuration such that the innersteellinerincontactwiththeLMisverythin(0.5mmto1mm) leadingtoasignificantreductionintheMHDpressuredrop[35–38]. 2 Experimental Method and Materials The methodology adopted in this work includes substrate surface preparation through roughness induction (grit #80) followed by acetone cleaning to remove any adherent grease, dust, and foreign particles. Dimensional and weight measurements for the prepared ducts are performed using a digital vernier caliper (Mitutoyo, CD- 1200PSX) and precision weighing balance (Mettler Toledo, MS304TS/A00), respectively. In view of the ease of application and excellent electrical insulation integrity observed during previous investigations within PbLi environment [30], a precursor refractory coating suspension, consisting of high-purity a-Al2O3 (99.8% purity) and AlPO4binder, with ?75% solids by weight is filled to produce an electrical insulation layer between the two SS- 304 liners for circular cross section and square cross section channels. Preference for a-Al2O3is based on its excellent thermal stabilityandhightritiumpermeationreductionfactor(PRF)[43–48] while the AlPO4acts to hold the Al2O3particles together. The average liner wall thicknesses for inner and outer circular ducts are 0.915mm and 0.975mm, while the corresponding quantities for square ducts are 1.120mm and 1.287mm, respectively. Insulation filling gap and flow channel length for the circular cross section assembly are 5.310mm and 58.060mm and for the square cross section assembly are 3.750mm and 60.970mm, respectively, as depicted in Fig. 1. Suspension filling is performed in multiple batches to maintain the gap between the liners, additionally facilitated by temporary spacers installed using spot-welding. Each filling cycle is followed by air-set and heat-cure stages to generate a solidified insulation layer adhered to the inner and outer ducts. In contrast to the previous study [30], an extended air-set of 48h is provided for pre-bonding and drying of the relatively large suspension volume. To observe the effect of vibration-assisted packing, each cycle of insulation filling for the circular cross- sectional prototype is followed by vibro-packing using an electro- magneticshaker(Electrolab,EMS-8).Acontinuousmodevibration of 60s duration and 0.5mm vertical amplitude is utilized for this process. The vibro-packing process is performed at t¼0, t¼24h andt¼48hafterinsulationsuspensionfilling.Tocontrasttheeffect ofvibro-packingontheinsulationfillingdensity,thisvibro-packing process is not performed during fabrication of the square cross section prototype. The high temperature heat-cure parameters are as mentioned below: 030902-2 / Vol. 10, JULY 2024 Transactions of the ASME
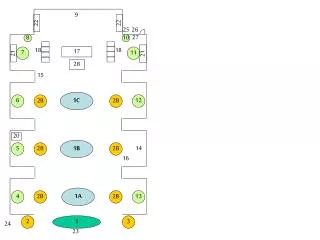
Fig. 1 section Dimensional details (top-view schematic) and images of as-fabricated FCI prototypes with circular and square cross (a) Ramp-up time of 2h from room temperature (RT) to 93?C followed by 2h heat-cure at 93?C. This process gradually dehydrates the suspension. RT varied in the range of 27?C–30?C. (b) Ramp-up time of 12h from 93?C to 427?C followed by 2h heat-cure at 427?C. This step is intended to achieve a good bond between the insulation and the substrate. (c) A natural cool-down from 427?C to RT. cross-sectional cutting trials are carried out on the assemblies for visual inspections of the insulation compaction and voids within. 3 Results and Discussions Electrical Resistivity Estimations for as-Fabricated Flow Channel Inserts Prototypes. Difference between the mass of a flush-faced FCI assembly and the initial steel mass, along with channel dimensions, is utilized to estimate the insulation filling densities of ?1506.39kg/m3and ?1885.56kg/m3for the circular cross section and square cross section FCI prototypes, respectively. Overall, the lower insulation filling densities compared to the density of compacted/sintered alumina signify porous nature of the solidified insulation layer. A relatively lower insulation filling density for the circular channel is attributed to the agitation generated during vibro-packing process, which counterintuitively resultedinarelativelyhighervoid-density.Resultsfortheestimated electricalresistivityovertheinvestigatedtemperaturerangeforboth the FCI prototypes are presented under Figs. 2 and 3. It can be observed that the estimated electrical resistivity for the square channel FCI prototype is an order higher compared to that of the circular prototype, an observation justified by ?25% higher insulation filling density, as discussed above. Moreover, the steep decrease in resistivity with an increase in temperature as observed duringtheRun-1tendstogetmoderated,andinsomecasesimprove, during subsequent runs for both the channels over the temperature range of 100?C–250?C. This improvement in electrical insulation property, also observed during previous investigations in PbLi environment [30] could be assigned to the sintering effect on the porous ceramic layer due to a repeated exposure to temperature greater than the heat-cure temperature during each run. This phenomenon is the focus of detailed future investigations. Over the four experimental runs, electrical resistivities for both the channels tend to stabilize, as depicted from the overlapping trends during Run-3 and Run-4, and converge to the order of 106Xm at 600?C, orders of magnitude higher than required for practical MHD pressure drop reductions in LM applications. This observation is in coherence to the electrical resistivity results presented for oxides [49].Boththechannelsareobservedingoodphysicalconditionafter completion of the first investigation. 3.1 All the heat-cure steps are performed in an air environment. The spot-weldedtemporaryspacersareremovedpost-fillingandbuffing is performed at the top and bottom surfaces to smoothen the filled insulation layer and produce a flush-faced assembly as shown in Fig. 1. Finally, weight measurements of fabricated FCI prototypes are repeated to estimate the insulation filling densities. The voltage generated due to MHD effects is expected to lie within a few tens of millivolts [49–52]. However, in this study, a rigorous qualification of the electrical insulation is performed throughhighvoltageinsulationtestswithatestvoltageof250VDC. The inner and outer SS surfaces of FCI assembly are spot-welded with SS electrodes, covered in alumina sleeves, to achieve test voltage application across the insulation. Each FCI assembly is placed inside a muffle furnace (Nabertherm, LT 9/12/P330) and a digitalinsulationtester(Megger,S1-568),withanaccuracyof65% ofthereading,isutilizedtomeasuretheinsituInsulationResistance (IR) at each 50?C rise within the investigation range of 100?C–600?C. To eliminate the effect of humidity on IR measurements, each prototype is initially baked at 100?C for 24h before starting the experimental investigation. A ramp-up time of 30min followed by a dwell time of 30min is provided between successive temperature set-points before making the IR measure- ments. As per industrial practices, all the IR measurements are recorded after 120s of test voltage application to minimize the effects of capacitance charging current and dielectric polarization current [53]. A set of four experimental runs is conducted for each FCI assembly and estimations of the bulk electrical resistivities are performed from the established analytical expressions. Foreseeing the requirements of FCIs with longer poloidal duct lengths in future fusion reactors, welding feasibility is assessed using full TIG welding to create pressure ports. These ports are utilized to pressurize the inner liners of the assembly up to 10kg/ cm2(g) for a duration of 1h at RT to corroborate the mechanical integrity of the fabricated prototypes. As per ASME B31.3, the test pressure is well within limits of maximum allowable working pressureoftheinnerliner.Afterwards,theperformancesofFCIsare reevaluated over four runs to estimate the extent of insulation degradation owing to the combined effects of welding, pressure exposure and minor machining operations. Finally, destructive Welding Trials and Pressure Tests on Flow Channel Inserts Prototypes. In consideration to the foreseen requirements of scalability andintegration ofFCIs inthe LM circuits aswell asto corroborate the overall functional integrity for actual fusion reactor applications, TIG welding is performed on the inner liners (flow channel) of both the FCI prototypes to weld SS-adaptors and 3.2 Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-3
Fig. 2 Electrical resistivity variations for the circular cross section FCI prototype Fig. 3 Electrical resistivity variations for the square cross section FCI prototype However,thehighweldingcurrentpuncturedtheinnerlineratafew places exposing the ceramic layer as shown in Fig. 5(a). These exposed surfaces are then covered through full welds using SS filler wires (SS-304L) to create a rigid pressure boundary. Some detachment of the insulation, as observed in Fig. 5(b), is primarily accounted for the slight distortions of the square shaped inner liner due to excessive localized heat during welding. It is expected that a better and uniform distribution of such stresses over the complete surface in the circular prototype must have prevented such distortions. To achieve the objective of quantitative estimations of fabricate closed assemblies facilitating pneumatic pressure tests. A welding current limited to 90A DC is utilized. Initial welding trials on the circular channel periphery repeatedly resulted in an unsatisfactory weld owing to limited access to the location in proximity of the filled insulation. This resulted in some partial damage to the insulation layer near the liner periphery as shown in Fig.4(a).Tocircumventthisissue,weldingisperformedattheinner surface of the inner liner (10–15mm from the flush end of channel) as shown in Fig. 4(b). The same method is then adopted for the square cross section FCI without damaging the insulation layer. Fig. 4 (b) welding of pressure port from the inside of inner liner (flow channel) (a) Extent of peripheral insulation damage during welding trials for circular cross section FCI prototype and 030902-4 / Vol. 10, JULY 2024 Transactions of the ASME
Fig.5 (b) detachment of insulation observed post-welding of the pressure port (before repair) (a)PunctureofinnerlinerduringpressureportweldingtrialsforsquarecrosssectionFCIprototypeand Fig.6 cross section FCI CompletedprototypeassembliesafterTIGweldingandmachiningoperations:(a)circularcrosssectionFCIand(b)square insulation degradation, the detached insulation of the square cross section FCI was repaired at the local region. Fabricated assemblies with welded pressure ports are shown in Figs. 6(a) and 6(b). In view of the nominal operating pressure in the range of 0.3–0.5MPa(g)forLMR&Dloops,thepneumaticpressuretestsare performed on the welded FCI assemblies for test pressure up to 10kg/cm2(g) (approximately 1.0MPa(g)) with a hold period of 1h. To assess the real-time structural integrity, these assemblies are instrumented using needle contact type digital micrometer gauges (Mitutoyo Absolute digimatic), with a display resolution of 1lm, installed at the outer SS liners to monitor the outward deflections of the pressure boundary (refer Fig. 7). During the pressure tests, the outward deflection is observed to be limited within 2lm for both the prototypes corroborating excellent mechanical integrity of the fabricated assemblies. resistivities are estimated to compare against the initial estimations foras-built versions.Post-welding ofthe pressureports, innerliners become inaccessible for mounting of electrodes. Therefore, the pressure port structures themselves are utilized as the electrode- mounting surfaces being in electrical contact with the inner liners after welding. For the same technical constraint, geometrical dimensions for the FCI prototypes are assumed to be the same for estimations of electrical resistivities. This assumption is justified in view of no major visible distortions in the inner liners after completionofone-sidedTIGwelding(referFigs.4(b)and5(a)).The obtained results are presented below in Figs. 8 and 9. In contrast to Figs. 2 and 3, the spread of estimated electrical resistivitiesoverfourexperimentalrunsisquitelower.Thissuggests a good stabilization and representativeness of the electrical resistivity values over the investigated temperature range. One critical observation from Fig. 9 for the square cross section channel is that theresistivity estimated fromRun-1 is lowercomparedtothe valuesestimatedforRun-2toRun-4.Thisobservationisascribedto thesinteringeffectonthenewlyaddedinsulationportion,repairedat the detachment region, of square configuration prototype. This observation also corroborates the claim made under Sec. 3.1 for electrical insulation performance improvements. For detailed comparisons, average electrical resistivity values for both the prototypes are presented under Figs. 10 and 11. As observed from Fig. 10, insulation degradation for the circular cross section FCI starts with a loss of?42% performance at 100?C Estimations of Electrical Insulation Degradation Post- Welding, Pressure Exposure, and Machining Operations. As one of the novel features of this experimental investigation, degradation of the electrical insulation due to the combined effects of welding, pressure and machining operations has been quantita- tively and systematicallyassessed. Althougha localized estimate of this degradation in the bulk near the weld locations is not feasible, both the circular cross section and square cross section prototypes are re-exposed to the same test temperatures and overall electrical 3.3 Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-5
Fig. 7 pressure boundaries Post-welding pneumatic pressure tests with real-time deflection monitoring of the Fig. 8 pressure exposure and machining operations Electrical resistivity variations for circular cross section FCI prototype after welding, Fig. 9 pressure exposure, and machining operations Electrical resistivity variations for square cross section FCI prototype after welding, 030902-6 / Vol. 10, JULY 2024 Transactions of the ASME
Fig. 10 prototype Estimations of electrical insulation degradation for circular cross section FCI Fig. 11 prototype Estimations of electrical insulation degradation for square cross section FCI and further seems to amplify with an increase in temperature resulting in a total performance loss of ?75% at 600?C. However, such an effect is not observed for the square cross section FCI, as inferred from Fig. 11. From these observations, it can be concluded that the degradation effect in the former is primarily due to the insulation damage during welding trials at the periphery, as discussed under Sec. 3.2. Considering the processes performed on the prototypes, the overall impact on the insulation performance could be explained. During the welding tasks, thinner walls tend to distort and bulge, creating a slight gap near the weld region due to high temperature exposure. This may lead to some localized loosening of the filled insulation, as observed for the square cross section channel (refer Fig. 5(b)). A localized degradation of electrical insulation, however insignificant, is also expected due to the high temperature during welding process. The pressure application on the inner liner provides a compensatory effect by expanding the inner channel wall and thereby slightly compressing and re-adjusting the loosened insulation between the two liners (outer wall essentially did not move as ascertained by the micrometer gauge) within the pre-existing void locations. There- fore, the lowered electrical resistivity of the circular cross section FCI is primarily attributed to the damage of the insulation at the periphery. Such damage could be minimized either by using an improved welding technique as adopted for the square cross section prototypeorbyfabricatingacompleteFCIlengthinasingleprocess, such that the weld requirements for FCI length extensions are eliminated. The correlations expressed in Figs. 10 and 11 facilitate extrapolated assessments of FCI insulation performances at further higher blanket operating temperature. From a practical point of view,theestimatedelectricalresistivitiesbeingordersofmagnitude higher than required for successful MHD pressure drop reductions affirm the applicability of the utilized fabrication technique for LM circuits. FabricationFeasibilityStudyfora90degBendChannel FlowChannelInsert. Manyoftheblanketconfigurationsconsistof square and circular cross section ducts carrying high temperature LMbreeders/coolantswithinthetransversemagneticfieldregionof the plasma confining fusion machine. In this view, most of the previous studies have mainly focused on the fabrication of regular FCI geometries using ceramic paper, sintered alumina plates etc., [35,36,54]. However, complex manifolds of a LM circuit may also be susceptible to high MHD pressure drops during entry and exit points from the blanket [55,56]. The methodologies adopted in previous studies may suffer from the ceramic insulator fabrication feasibility for variable cross section of such complex geometries including reducers/expanders, bends, and transition zones. How- ever, the methodology of filling the insulation in a suspension form, which later transitions to a solidified phase, provides the 3.4 Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-7
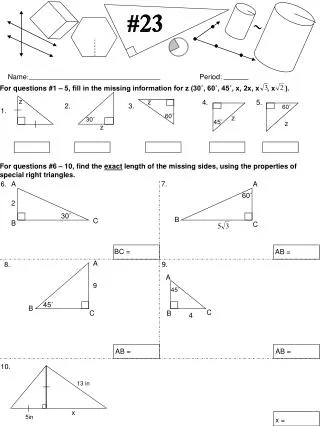
Fig. 12 Fabrication steps for a 90deg elbow configuration FCI prototype Fig. 13 Insulation resistance for as-built 90deg elbow configuration FCI prototype necessary flexibility for any complex FCI geometry manufacturing. To establish this claim, the fabrication feasibility and electrical insulation performance is assessed for a 90deg elbow channel FCI prototypeasarepresentativecase.Thechannelisfabricatedusingan inner long radius elbow of 1.2500Nominal Pipe Size (NPS), 40 schedule enclosed within a 200NPS, 40 schedule long radius outer elbow. With an aim to only establish the fabrication methodology involved, this prototype does not contain a thinner inner elbow. Figure 12 presents self-explanatory sequential fabrication steps for the 90deg elbow FCI channel. Conjunction of two such channels couldbeutilizedtofabricatea180degbend,asrequiredforlabscale R&D facilities or ancillary systems of fusion reactors. Electrical insulation performance of the elbow FCI prototype is also assessed for similar parameters , i.e., for as-built and after welding, pressure exposure followedbymachining.Itshallbenotedthatnovibration- assisted packing was utilized for the elbow FCI channel. Consid- ering the complexity involved in the estimations of electrical resistivity due to the variable cross-sectional annular gap inside the FCI,theIRdataasmeasuredispresentedinFigs.13and14,withno estimations of electrical resistivity. Taking feedback from the previously encountered issues during welding tasks on circular and square cross section FCIs, the bend channel FCI is fabricated in a way to provide extended inner elbow lengths on both sides for pressure port welding as shown in Fig. 12 (5).Thisconsiderationcontributedtotheeaseofweldingtaskswhile simultaneously reducing the insulation degradation owing to high temperature exposure during welding. Excellent thermal and electrical performance is observed for the 90deg elbow channel FCI and no deterioration is observed after welding, pressure exposure and machining operations, as depicted in Fig. 15. An improvement in the IR is observed within the temperature range of 100?C–250?C (refer Figs. 13 and 14), similar to the observations made for the circular cross section and square cross section FCI prototypes (refer Figs. 2 and 3). A slight improvement in the measured IR (Fig. 15) after welding and pressure tests could be attributed to the expansion of inner channel, due to pressure application over complete length, compressing the insulation layer between the two SS elbows. In contrast to the two compensatory effects as discussed under Sec. 3.3, the elbow FCI experiences only thepositiveeffect,thereforeprovidingahigherIRafterweldingand pressure exposure. As such, from the observations made under Figs. 11 and 15, it shall be re-iterated that properly adopted welding techniques facilitate FCI scalability and integration, without any performance degradation, for actual fusion reactor applications. Metallurgical Investigations. The Al2O3/AlPO4 refrac- torysuspensionischaracterizedindetailbothinitssemi-liquidform 3.5 030902-8 / Vol. 10, JULY 2024 Transactions of the ASME
Fig. 14 pressure exposure and machining operations Insulation resistance for 90deg elbow configuration FCI prototype after welding, Fig. 15 prototype Estimations of electrical insulation degradation for 90deg elbow configuration FCI Fig. 16 (a) Particle size analysis of coating suspension and (b) FE-SEM image of heat-cured sample as well as in solid and powdered form. Repeated analyses of well- sonicatedsuspensionsampleusingDynamicLightScattering(DLS) technique (Brookhaven Instruments, Nano-Brook Omni) suggest majority of particles in the range of 0.6lm–0.9lm with a small proportionlyingwithin0.2lm–0.3lmrangeasshowninFig.16(a). TheFE-SEM(FieldEmissionScanningElectronMicroscope;JEOL make, JSM_7600F) surface microstructure analysis of a sample, prepared using heat-cure steps mentioned under Sec. 2 followed by platinum sputter-coating, is presented under Fig. 16(b). Along with the particle size complying to DLS observations, a relatively larger particle size (up to ?2lm) observed in the FE-SEM image is attributed to the coalescence of ceramic particles at higher temperature. The X-Ray Diffraction (XRD) analysis (Bruker, D8 DISCOVER)forpowderedsample,presentedinFig.17,establishes Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-9
Fig. 17 Powder XRD analysis of heat-cured sample a-Al2O3as the only alumina phase (PDF card: 00-042-1468), while AlPO4(PDF card: 00-010-0423) is the binder material for the alumina particles. It is well-known that a-Al2O3is the thermody- namicallystableandirreversiblephasewhichisobtainedbyheating transition alumina phases at temperature in excess of 1000?C [57]. Assuch,coatingofa-Al2O3requiresheatingofthesubstratestosuch high temperature leading to deformations in the sample substrate as well as undesirable microstructure alterations. In this study, utilization of calcined alumina particles in the precursor suspension ensures that complete alumina is in alpha phase and substrate exposure to high temperature is eliminated, while retaining the advantagesofa-Al2O3suchasahighthermalandchemicalstability, high electrical resistivity and a significantly high tritium PRF. The tritium extraction process from circulating liquid breeders such as PbLimakesthesystemmorepronetotritiumpermeationfromducts and pipes. In such cases, a layer of a-Al2O3filled between the LM flowductandtheouterlinercouldhelpreducesuchsafetyconcerns. Additionally,previousstudieshavewellestablishedapplicabilityof AlPO4as a candidate Tritium Permeation Barrier (TPB) with good thermal stability [58–60]. Such a FCI assembly, with properly chosenfunctionalmaterials,seemspromisingasacompletesolution toward reduction of MHD pressure drops and mitigation of radiological hazards associated with tritium permeation. Destructive Tests and Visual Observations. Cross- sectional cutting is performed for the circular flow channel FCI prototypetovisuallyinspectthebulkinsulationlayer.Existenceofa significant porosity within the insulation, as shown in Fig. 18, corroborates the lower insulation filling densities estimated under Sec. 3.1. This is in accordance to the experimental observations reported for the AlPO4binder [59], which during dehydration and phase transition causes a great shrinkage generating a porous network. Applicability and advantages of such a porous insulation network can be realized by considering an attractive high temperature self-cooled breeding blanket concept, such as the Dual Coolant Lead-Lithium (DCLL). Such a concept leverages a simplified design owing to PbLi LM breeder flowing at very high velocity through the poloidal ducts. However, the extremely high MHD pressure drops, resulting thereof, put significant stress on the structural materials. Practicality of this concept is highly dependent on the development of electrically insulating coatings/layers for the firstwall[61].Additionally,toachieveahighthermalefficiency,the loss of heat from the primary coolant, i.e., PbLi shall be minimized. Although a naked FCI configuration (without SS liners on either side) provides an excellent MHD pressure drop reduction, it has been demonstrated disadvantageous in consideration to a high heat flux transfer from the bulk PbLi to helium circuit, reducing the overall efficiency [37]. In this view, an Al2O3/AlPO4 based sandwich configuration porous FCI can provide technical solutions at three vital fronts , i.e., reductions in MHD pressure drop, mitigation of heat transfer to the helium channels and rigorous checks on radiological hazards due to tritium permeation from LM breeder to helium coolant circuit. In view of the already established 3.6 Fig. 18 visual inspections Cross-sectional cutting of circular FCI prototype for mechanical and electrical insulation integrity, such a porous insulation network may provide additional mechanical advantages such as a lower insulation weight and accommodation of thermal stresses. After cutting, the average inner diameter for the inner liner of circular cross section FCI is estimated to be ?47.30mm, as comparedto?48.77mmfortheas-builtprototype.Thecorrespond- ing estimations for the average outer diameter of the outer liner being ?64.39mm and ?63.17mm, respectively. It should be noted that no deformations were recorded by micrometer gauges on the outer liner during pressure tests, as discussed under Sec. 3.2. In consideration to the pre-cutting processes performed on the prototype, such radial variations for the liners could only be attributedtothedistortionsinducedduringmechanicalcuttingofthe thin walls. This is also consistent with the visible gaps present between the inner liner and the ceramic filling at the regions where liner wall deformations are observed (Fig. 18). At places where the assembly is notdamaged/deformed duringcutting, sucha gap is not confronted.Apartfromthedistortionsonthecutperiphery,theinner section (near the weld region) of the liner appears smooth with no deformations. This observation justifies the assumption of dimen- sional invariance for estimations of electrical resistivities under Sec. 3.3. Correspondingly, a minor layer separation between the SS and ceramic is not expected to impact the intended functionality of theFCIduetothepresenceofAl2O3/AlPO4layeroverthecomplete 030902-10 / Vol. 10, JULY 2024 Transactions of the ASME
Fig. 19 static PbLi at 300?C–350?C Cross-sectionallycut dip coated sample and its EDX analyses for Pb ingress depth estimationsafter ?700h exposure in lengthtoachieverequiredelectrical isolationandTPBperformance during high temperature prolonged operations. perspectives of fusion reactors and LFRs, seem promising to achieve higher net power production efficiencies. It could, therefore, well be inferred that a promising electrically insulating coating candidate for 14MeV neutron irradiation environment of a fusion reactor could practically be adopted for similar temperature conditions in an LFR with a much lower neutron energy spectrum (?2–3MeV). In this investigation, two different coating deposition method- ologiesareemployedi.e.,dipcoatingandspraycoating,followedby heat-curing as discussed under Sec. 2. The volumetric electrical resistivity estimated for the dip coated substrates exposed to static molten PbLi for over 1360h at an operational temperature of 300?C–400?C, including thermal cycles with 50?C gradient, remains within 107–109X?m [30]. Energy Dispersive X-ray (EDX) point analysis further revealed Pb ingress limited to 20lm depth within the coating over an exposure duration of ?700h at molten PbLi temperature of 300?C–350?C. SEM cross-sectional image of a dip coated sample along with its EDX analysis is shown under Fig. 19. Presence of gold (Au) in the EDX is due to sputter- coated ceramic specimen prepared for the SEM analyses. An exceptionalelectricalisolation,corroboratedbyasubstantiallyhigh electrical resistivity, establishes a chemical isolation between the LM and structural material as well. One of the disadvantages of dip coating technique is, however, a non-uniformity and higher thickness for the yielded coating. In consideration to the coating requirements for different and difficultsubstrategeometries,andtoachieveabetteruniformityand repeatability in the coating thicknesses, spray coating technique is exploredforplanarandnon-planarsubstratessuchasinternalofpipe sections, as shown in Fig. 20(a). Further, attempts are made to achieveaselectivemaskedcoating,asshowninFig.20(b),enabling desired coat-patterns toward further technology development for heavyLMapplications.AllthecoatsprovideanIR>100MXatRT. The average coating thickness, estimated using Fischer make Dualscope MP40E, for the 60mm diameter circular disk (sample (5)) is 75.5863.07lm and the average coating surface roughness, 4 Lead-Cooled Fast Reactors Application Feasibility Studies for Advance Requirementofcorrosionresistantcoatingsiswell-identifiedand is a focus area of concentrated research for future generation high- performance fission reactors utilizing LM and molten salt coolants. Inspecific,reactorsemployingmoltenPbandPb-alloysbenefitfrom the material abundance, chemical inertness and low-pressure operations for the coolant. In stark contrast to the requirements for a fusion reactor, the LFRs call for a thin and well-adhered coating, which is thermally stable and chemically compatible to provide resistance from corrosion and LM induced embrittlement of the structuralmaterials[62–64].Inthisview,preliminaryinvestigations are conducted on thin a-Al2O3/AlPO4coatings (<250lm thick- ness),depositedonSS-304/316Lsubstrates,withinthemoltenlead- lithium eutectic alloy (PbLi). Utilization of PbLi as a test fluid is mainly dictated by the fusion reactor enabling technology develop- ments at IPR. However, the weight percentage of Pb (?99.35%) in PbLi eutectic [65,66] justifies the inferences drawn toward Pb- cooled systems as well in view of the nearly similar chemical reactivities and corrosiveness of the two LMs. The selection of Al2O3coating material is partly driven by the fission environment relevant properties such as thermal stability, chemical inertness and lower irradiation induced swelling, and partly due to availability of numerous contemporary investigations in the fusion community asserting a promising candidacy of Al2O3owing to its electrical insulationperformanceincludingsomeofthedecisiveparameterssuch as Radiation Induced Conductivity (RIC) and Radiation Induced Electrical Degradation (RIED) [67–69]. With technological advances being made in the development of chemically compatible, thermally stable,corrosionresistantcoatings[70,71],operationsofadvancedPb/ Pb-alloy circuits at elevated temperature up to 650?C, both from the Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-11
Fig. 20 (a) Spray coated planar and non-planar samples and (b) demonstration of masked coating (IPR logo) estimatedusingMahrmakeMarSurf-PS1,is1.860.022lm.These data corroborate a fine coating with high uniformity achievable using spray coat technique. The average microhardness, estimated using a Shimadzu microhardness tester, for one of the 10mm ? 10mm ? 5mm square (sample (4)) is Hv0.3¼84.7362.59 for an average coating thickness of 80.8262.51lm. Assessments of coating adhesion quality through dolly tests (in accordance to ASTMD4541)revealadhesionstrengthbetween3.36560.19MPa and 4.02760.43MPa for planar samples with coat thicknesses of 119.4068.29lm and 102.2468.28lm, respectively. With these encouraging preliminary results, it is further planned to perform detailed chemical compatibility tests and adhesion tests after exposure to molten Pb, with and without flow, to demonstrate technological feasibility toward LFRs. (e) Existing correlations suggest MHD pressure drop reduction of ?74%forthefabricatedcircularandsquarecross-sectionFCIs, as compared to the conventional thicker wall flow channels. (f) ApartfromtheMHDperformance,thepredominantpresence of a-Al2O3/AlPO4 network extends utilization of these assemblies for tritium permeation barrier applications. (g) Preliminary assessments on the chemical compatibility, electrical insulation performance and mechanical character- izations of thin coatings establish a promising feasibility as a corrosion inhibitor for lead-cooled advance fission reactors. It is further planned to fabricate FCIs with circular cross section (?600mmflowlength,?50mmdiameterwithinnerlinerthickness of1mmand0.5mm)enablingexperimentalperformancevalidation of MHD pressure drop reduction in PbLi MHD loop at IPR in a transverse magnetic field up to 1.4 Tesla. Future improvements will focus on molding/demolding strategies eliminating the inner liner while retaining the outer liner for a better mechanical strength. To restrict the LM ingress in such ceramic-steel (two-layer) config- urations, attempts will be made to achieve low porosity in the PbLi exposed ceramic surface, while the bulk will retain necessary porosity to provide thermal insulation. In addition to providing an ideal MHD pressure drop reduction, such improvements are expected to mitigate PbLi/structural material interface temperature constraints enabling high inlet temperature of LM and thereby providing high energy throughput from promising breeding blanket concepts. These prototypes are planned to be validated within static and flowing PbLi at elevated temperature (600?C–700?C) to establish the long-term material compatibility and insulation integrity for intended application environments. The thin coating depositionstudiesfornon-planarsubstrates,suchaspipespoolsand ducts of longer lengths, will be performed to address relevant requirements of both fusion and fission reactors. However, the challenges associated with cracking, exfoliation and defect inves- tigation feasibility still need to be addressed before successful implementations in advance reactors. To address these issues, it is planned toexplore multilayer coatings (a-Al2O3/AlPO4coatings on top of aluminide layers) enabling smoother gradients of thermal expansion coefficients between different layers. 5 Conclusions and Outlook In this study, a systematic attempt has been made to assess the fabrication feasibility of complex FCI geometries for intended implementationsinLMbreederandcoolantcircuitsoffusionpower plants. Experimental assessments have also been conducted on a-Al2O3/AlPO4thin coatings for deployment in advanced lead- cooled fast reactors. Major experimental observations from this study are concluded below: (a) The adopted methodology allows fabrication of complex geometry FCIs at a relatively lower temperature (<450?C) eliminating the possibilities of substrate deformations and microstructure alterations. Successful welding attempts also corroborate the feasibility of FCI scalability for full scale reactor applications. (b) Excellent electrical insulation performance and mechanical integrity have been established over the typical breeding blanket operational regime. The estimated bulk electrical resistivity remains greater than 105X-m at 600?C, orders of magnitude higher than required for achieving the intended FCI performance. (c) Vibration-assisted filling process adopted in this work is observed to increase the porosity by 25% within the insulation layer. This process could be further optimized andutilized asan intermediatefabrication step toprovidethe necessary thermal insulation performance along with a cushioning effect to adopt thermal stresses during thermal cycles in actual reactor environment. (d) Cracks and damages arising in the insulation layer due to mechanical and/or thermal shocks are of no significant concern for the FCIs owing to a relatively higher thickness providing a complete electrical isolation between the two SS liners. There- fore, extended operations of a fusion grade blanket system with negligible repairing/replacement requirements can be achieved. Acknowledgment AuthorsacknowledgethetechnicalsupportprovidedbyMr.Aroh Srivastava (IPR) and Mr. Vyom Desai (IPR) for metallurgical analyses of the samples and Mr. Aditya Kumar Verma (IPR) for technical insights and suggestions on the fabrication aspects. Authors deeply appreciate the support provided by IPR workshop for fabrication tasks relevant to test components. Authors are grateful to the members of Ultra-High Voltage System Division (IPR) and Cryogenics & Superconducting Magnet Technology 030902-12 / Vol. 10, JULY 2024 Transactions of the ASME
Division (IPR) for providing the necessary instrumentation enabling experimental investigations. ASTM ¼ American Society for Testing and Materials CPS ¼ counts per second DC ¼ direct current DCLL ¼ dual coolant lead-lithium DLS ¼ dynamic light scattering EDM ¼ electric discharge machining EDX ¼ energy dispersive X-ray FCI ¼ flow channel insert FE-SEM ¼ field emission scanning electron microscope IPR ¼ Institute for Plasma Research IR ¼ insulation resistance LFR ¼ lead-cooled fast reactor LM ¼ liquid metal MHD ¼ magneto-hydro dynamics NPS ¼ nominal pipe size PDF ¼ powder diffraction file PRF ¼ permeation reduction factor R&D ¼ research and development RIC ¼ radiation induced conductivity RIED ¼ radiation induced electrical degradation RT ¼ room temperature SS ¼ stainless steel TIG ¼ Tungsten inert gas TPB ¼ tritium permeation barrier XRD ¼ X-Ray diffraction Nomenclature a ¼ half-width of channel, m B ¼ magnetic field, T Hv ¼ hardness value L ¼ length, m P ¼ pressure, Pa t ¼ thickness, m v ¼ mean velocity, m/s Greek Symbols a ¼ alpha-phase (of chemical species) D ¼ difference Ø ¼ diameter, mm r ¼ electrical conductivity, S/m Subscripts or Superscripts 1 ¼ inner liner 2 ¼ outer liner W ¼ wall Acronyms or Abbreviations ASME ¼ American Society of Mechanical Engineers Appendix: Uncertainty Analysis Table A1 Uncertainties in the measured quantities S. No. Instrument/sensor Measured quantity Uncertainty 6 0.03mm 1. Vernier caliper Linear dimensions 6 1.5?C or60.25% of reading, whichever is greater 6 5% of reading 6 0.5% of span (0-10bar) 6 2% of reading (for 75-1000lm range) As per ASTM D4541:2017 2. Thermocouple Furnace temperature 3. Insulation resistance tester Insulation resistance 4. Pressure gauge Gas pressure 5. Dualscope Coating thickness 6. Dolly tester Coating adhesion strength 7. Microhardness tester Micro-Vickers hardness As per ASTM E384:2017 6 8nm (for the investigated range) 6 0.0001g 6 0.003mm 6 1% of the reading 8. Roughness tester Coating surface roughness 9. Precision weighing balance Weight 10. Digital micrometer Displacement 11. Particle size analyzer Suspension particle size Table A2 Estimated uncertainties in the derived quantities S. No. Derived quantity Uncertainty Approximately65% Approximately60.32% 1. 2. Electrical resistivity Insulation filling density [5] Martelli, D., Venturini, A., and Utili, M., 2019, “Literature Review of Lead-Lithium Thermophysical Properties,” Fusion Eng. Des., 138, pp. 183–195. [6] Deoghar,A.,Saraswat,A.,Tailor,H.,Verma,S.,Gupta,S.,Sasmal,C.S.,Vasava, V., et al., 2021, “Entrapment of Impurities Inside a Cold Trap: A Purification Process for Removal of Corrosion Impurities From Molten Pb-16Li,” Nucl. Fusion, 61(11), p. 116027. [7] B€ uhler, L., and Mistrangelo, C., 2018, “Pressure Drop and Velocity Changes in MHDPipeFlowsDuetoaLocalInterruptionoftheInsulation,”FusionEng.Des., 127, pp. 185–191. [8] Mistrangelo, C., B€ uhler, L., Koehly, C., and Ricapito, I., 2021, “Magnetohydrodynamic Velocity and Pressure Drop in Manifolds of a WCLL TBM,” Nucl. Fusion, 61(9), p. 096037. References [1] Tang, T., Zhang, Z., Meng, J.-B., and Luo, D.-L., 2009, “Synthesis and Characterization of Lithium Silicate Powders,” Fusion Eng. Des., 84(12), pp. 2124–2130. [2] Malang, S., Borgstedt, H. U., Farnum, E. H., Natesan, K., and Vitkovski, I. V., 1995, “Development of Insulating Coatings for Liquid Metal Blankets,” Fusion Eng. Des., 27(1–2), pp. 570–586. [3] Bohm, T. D., Davis, A., Harb, M. S., Marriott, E. P., and Wilson, P. P. H., 2019, “Initial Neutronics Investigation of a Liquid-Metal Plasma-Facing Fusion Nuclear Science Facility,” Fusion Sci. Technol., 75(6), pp. 429–437. [4] Moriyama,H.,Tanaka,S.,Sze,D.K.,Reimann,J.,andTerlain,A.,1995,“Tritium Recovery From Liquid Metals,” Fusion Eng. Des., 28(1–2), pp. 226–239. Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-13
FlowsinPoloidalChannelsWithFlowChannelInsertfortheEU-DCLLBlanket,”FlowsinPoloidalChannelsWithFlowChannelInsertfortheEU-DCLLBlanket,” Nucl. Fusion, 58(10), p. 106001. [38] Koehly, C., Neuberger, H., and B€ uhler, L., 2019, “Fabrication of Thin-Walled Fusion Blanket Components Like Flow Channel Inserts by Selective Laser Melting,” Fusion Eng. Des., 143, pp. 171–179. [39] Giulio, D. D., Suarez, D., Batet, L., de Les Valls, E. M., and Savoldi, L., 2020, “Analysis of Flow Channel Insert Deformations Influence on the Liquid Metal Flow in DCLL Blanket Channels,” Fusion Eng. Des., 157, p. 111639. [40] Malang, S., Tillack, M., Wong, C. P. C., Morley, N., and Smolentsev, S., 2011, “Development of the Lead Lithium (DCLL) Blanket Concept,” Fusion Sci. Technol., 60(1), pp. 249–256. [41] B€ uhler, L., Mistrangelo, C., and Brinkmann, H.-J., 2020, “Experimental Investigation of Liquid Metal MHD Flow Entering a Flow Channel Insert,” Fusion Eng. Des., 154, p. 111484. [42] Gonz? alez, M., and Kordac, M., 2020, “Electrical Resistivity Behaviour of Alumina Flow Channel Inserts in PbLi,” Fusion Eng. Des., 159, p. 111761. [43] Zhang, W., Zhu, C., Yang, J., Chen, Q., Wang, L., Feng, Y., Feng, K., Liao, J., Yang, Y., Liu, N., and Yang, J., 2021, “Chemical Compatibility Between the a-Al2O3Tritium Permeation Barrier and Li4SiO4Tritium Breeder,” Surf. Coat. Technol., 410, p. 126960. [44] Yang, F., Xiang, X., Lu, G., Zhang, G., Tang, T., Shi, Y., and Wang, X., 2016, “Tritium Permeation Characterization of Al2O3/FeAl Coatings as Tritium Permeation Barriers on 321 Type Stainless Steel Containers,” J. Nucl. Mater., 478, pp. 144–148. [45] Wang,T.,Pu,J.,Bo,C.,andJian,L.,2010,“Sol–GelPreparedAl2O3Coatingsfor the Application as Tritium Permeation Barrier,” Fusion Eng. Des., 85(7–9), pp. 1068–1072. [46] Zhang, W., Deng, J., Zhu, C., Zhong, Y., Yang, J., Xin, H., Liu, G., et al., 2022, “Au-Ion Irradiation Effects on Microstructure and Deuterium Permeation Resistance of Al/Al2O3Coating,” Nucl. Fusion, 62(8), p. 086039. [47] Yang, H., Shao, Z., Wang, W., Ji, X., and Li, C., 2020, “A Composite Coating of GO-Al2O3 for Tritium Permeation Barrier,” Fusion Eng. Des., 156, p. 111689. [48] Shi, K., Wang, L., Zhang, W., Chen, H., Ning, Z., Liao, J., Yang, Y., Liu, N., and Yang, J., 2020, “Different Fe(Al) Transition Coatings on the Performance of Al2O3Coating,” Fusion Eng. Des., 160, p. 111835. [49] Tanaka, T., Chikada, T., Hinoki, T., and Muroga, T., 2022, “Electrical Insulation Performances of Ceramic Materials Developed for Advanced Blanket Systems Under Intense Radiations,” J. Nucl. Mater., 569, p. 153917. [50] Bhattacharyay,R.,Patel,A.,Kumar,E.R.,Swain,P.K.,Satyamurthy,P.,Kumar, S., Ivanov, S., Shishko, A., Platacis, E., and Ziks, A., 2013, “Liquid Metal MHD Experimental Activities for LLCB TBM Development,” Fusion Eng. Des., 88(9–10), pp. 2244–2250. [51] Swain, P. K., Satyamurthy, P., Bhattacharyay, R., Patel, A., Shishko, A., Platacis, E., Ziks, A., Ivanov, S., and Despande, A. V., 2013, “3D MHD Lead–Lithium Liquid Metal Flow Analysis and Experiments in a Test-Section of Multiple Rectangular Bends at Moderate to High Hartmann Numbers,” Fusion Eng. Des., 88(11), pp. 2848–2859. [52] Swain, P. K., Shishko, A., Mukherjee, P., Tiwari, V., Ghorui, S., Bhattacharyay, R., Patel, A., et al., 2018, “Numerical and Experimental MHD Studies of Lead- Lithium Liquid Metal Flows in Multichannel Test-Section at High Magnetic Fields,” Fusion Eng. Des., 132, pp. 73–85. [53] Megger, 2006, “‘A Stitch In Time’ The Complete Guide to Electrical Insulation Testing,” accessed Nov. 24, 2022, https://www.instrumart.com/assets/Megger- Guide-to-Insulation-Testing.pdf [54] Fern? andez-Berceruelo, I., Gonzalez, M., Palermo, I., Urgorri, F. R., and Rapisarda, D., 2018, “Large-Scale Behavior of Sandwich-Like FCI Components Within the EU-DCLL Operational Conditions,” Fusion Eng. Des., 136, pp. 633–638. [55] Buhler, L., Mistrangelo, C., Brinkmann, H.-J., and Koehly, C., 2018, “Pressure Distribution in MHD Flows in an Experimental Test-Section for a HCLL Blanket,” Fusion Eng. Des., 127, pp. 168–172. [56] Rhodes, T., and Smolentsev, S., 2021, “Pressure Drop in a Prototypical 3D Magnetohydrodynamic Flow Across Contraction of a Fusion Blanket Manifold,” J. Nucl. Sci. Technol., 58(8), pp. 908–917. [57] Santos, P. S., Santos, H. S., and Toledo, S. P., 2000, “Standard Transition Aluminas. Electron Microscopy Studies,” Mater. Res., 3(4), pp. 104–114. [58] Zhang, K., and Hatano, Y., 2010, “Preparation of Mg and Al Phosphate Coatings onFerriticSteelbyWet-ChemicalMethodasTritiumPermeationBarrier,”Fusion Eng. Des., 85(7–9), pp. 1090–1093. [59] Zhao, Z., Li, H., Zheng, Z., Zheng, L., and Yan, Y., 2021, “Improved Thermal ShockandCorrosionResistanceofa-Al2O3/AlPO4CoatingWithPAAAddition,” Surf. Coat. Technol., 414, p. 127115. [60] Wang, L. Y., Sun, F., Zhou, Q. L., Liao, D. M., Jia, Y. Z., Xue, L. H., Li, H. P., and Yan, Y. W., 2017, “Hydrogen Diffusion Mechanism on a-AlPO4(0001)/ a-Al2O3(0001) Interface: A First-Principles Study,” Fusion Eng. Des., 125, pp. 582–587. [61] Smolentsev, S., 2021, “Physical Background, Computations and Practical Issues of the Magnetohydrodynamic Pressure Drop in a Fusion Liquid Metal Blanket,” Fluids, 6(3), p. 110. [62] Allen, T. R., and Crawford, D. C., 2007, “Lead-Cooled Fast Reactor Systems and the Fuels and Material Challenges,” Sci. Technol. Nucl. Install., 2007, pp. 1–11. [63] Tarantino, M., Angiolini, M., Bassini, S., Cataldo, S., Ciantelli, C., Cristalli, C., Del Nevo, A., et al.., 2021, “Overview on Lead-Cooled Fast Reactor Design and Related Technologies Development in ENEA,” Energies, 14(16), p. 5157. [9] Tassone, A., Siriano, S., Caruso, G., Utili, M., and Nevo, A. D., 2020, “MHD Pressure Drop Estimate for the WCLL in-Magnet PbLi Loop,” Fusion Eng. Des., 160, p. 111830. [10] Rhodes, T. J., Smolentsev, S., and Abdou, M., 2018, “Magnetohydrodynamic Pressure Drop and Flow Balancing of Liquid Metal Flow in a Prototypic Fusion Blanket Manifold,” Phys. Fluids, 30(5), p. 057101. [11] Malang,S.,Leroy,P.,Casini,G.P.,Mattas,R.F.,andStrebkov,Y.,1991,“Crucial Issues on Liquid Metal Blanket Design,” Fusion Eng. Des., 16, pp. 95–109. [12] Kirillov, I. R., Reed, C. B., Barleon, L., and Miyazaki, K., 1995, “Present Understanding of MHD and Heat Transfer Phenomena for Liquid Metal Blankets,” Fusion Eng. Des., 27(1–2), pp. 553–569. [13] Borgstedt, H. U., and Glasbrenner, H., 1995, “Development of a Direct Insulation Layer foraSelf-Cooled Liquid MetalFusionReactorBlanket,”FusionEng. Des., 27(1–2), pp. 659–662. [14] Yang, Z., Zhou, T., Chen, H., and Ni, M., 2010, “Numerical Study of MHD PressureDropinRectangularDuctsWithInsulatingCoatings,”FusionEng. Des., 85(10–12), pp. 2059–2064. [15] Natesan, K., Reed, C. B., and Mattas, R. F., 1995, “Assessment of Alkali Metal Coolants for the ITER Blanket,” Fusion Eng. Des., 27(1–2), pp. 457–466. [16] Muroga, T., 2012, 4.21 - Ceramic Coatings as Electrical Insulators in Fusion Blankets, Comprehensive Nuclear Materials, Rudy J. M. Konings, eds., Elsevier, Amsterdam, The Netherlands, pp. 691–699. [17] Norizuki, R., Tanaka, T., Akahoshi, E., Kimura, K., Nakamura, K., and Chikada, T., 2021, “Fabrication and Characterization of Ceramic-Iron Joint Coating for Electrical Insulation,” Fusion Eng. Des., 168, p. 112438. [18] Ueki, Y., Kunugi, T., Morley, N. B., and Abdou, M. A., 2010, “Electrical InsulationTestofAluminaCoatingFabricatedbySol–GelMethodinMoltenPbLi Pool,” Fusion Eng. Des., 85(10–12), pp. 1824–1828. [19] Natesan, K., Reed, C. B., Uz, M., Park, J. H., and Smith, D. L., “Electrically Insulating Coatings for V-Li Self-Cooled Blanket in a Fusion System, Energy Technology Division,” Argonne National Laboratory, Argonne, IL, Technical Report. [20] Glasbrenner, H., Borgstedt, H. U., and Peric, Z., 1995, “Compatibility Tests of Insulating Materials in Pb-17Li Alloy,” Liquid Metal Systems, U. Borgstedt and G. Frees eds., Springer, Boston, MA. [21] Li, Y., Ke, C., Liu, X., Gou, F., Duan, X., and Zhao, Y., 2018, “Analysis Liquid Lithium Corrosion Resistance of Er2O3Coating Revealed by LIBS Technique,” Fusion Eng. Des., 136, pp. 1640–1646. [22] Hishinuma, Y., Tanaka, T., Tanaka, T., Nagasaka, T., Tasaki, Y., Sagara, A., and Muroga, T., 2011, “Er2O3Coating Synthesized With MOCVD Process on the Large Interior Surface of the Metal Tube,” Fusion Eng. Des., 86(9–11), pp. 2530–2533. [23] Muroga, T., and Pint, B. A., 2010, “Progress in the Development of Insulator CoatingforLiquidLithiumBlankets,”FusionEng.Des.,85(7–9),pp.1301–1306. [24] Mu~ noz, P., Hern? andez, T., Garc? ıa-Cort? es, I., S? anchez, F. J., Maira, A., Iadicicco, D.,Vanazzi,M.,Utili,M.,DiFonzo,F.,andMoro~ no,A.,2018,“RadiationEffects on Deuterium Permeation for PLD Alumina Coated Eurofer Steel Measured During 1.8 MeV Electron Irradiation,” J. Nucl. Mater., 512, pp. 118–125. [25] Pint, B. A., Moser, J. L., and Tortorelli, P. F., 2006, “Liquid Metal Compatibility Issues for Test Blanket Modules,” Fusion Eng. Des., 81(8–14), pp. 901–908. [26] Iadicicco,D.,Vanazzi,M.,Garc? ıaFerr? e,F.,Paladino,B.,Bassini,S.,Utili,M.,and Di Fonzo, F., 2019, “Multifunctional Nanoceramic Coatings for Future Generation Nuclear Systems,” Fusion Eng. Des., 146, pp. 1628–1632. Part B [27] Carmona Gazquez, M., Bassini, S., Hernandez, T., and Utili, M., 2017, “Al2O3 Coating as Barrier Against Corrosion in Pb-17Li,” Fusion Eng. Des., 124, pp. 837–840. [28] Vassallo, E., Pedroni, M., Spampinato, V., Deambrosis, S. M., Miorin, E., Ricci, E., and Zin, V., 2018, “Effect of Alumina Coatings on Corrosion Protection of Steels in Molten Lead,” J. Vac. Sci. Technol. B, 36(1), p. 01A105. [29] Wulf, S.-E., Krauss, W., and Konys, J., 2018, “Long-Term Corrosion Behaviorof Al-Based Coatings in Flowing Pb–15.7Li, Produced by Electrochemical ECX Process,” Nucl. Mater. Energy, 16, pp. 158–162. [30] Saraswat, A., Sasmal, C., Prajapati, A., Bhattacharyay, R., Chaudhuri, P., and Gedupudi, S., 2022, “Experimental Investigations on Electrical-Insulation Performance of Al2O3 Coatings for High Temperature PbLi Liquid Metal Applications,” Ann. Nucl. Energy, 167, p. 108856. [31] Jamnapara, N. I., Sree, A. S., Kumar, E. R., Mukherjee, S., and Khanna, A. S., 2014, “Compatibility Study of Plasma Grown Alumina Coating With Pb–17Li Under Static Conditions,” J. Nucl. Mater., 455(1–3), pp. 612–617. [32] Sree, A. S., and Kumar, E. R., 2014, “Effect of Heat Treatment and Silicon Concentration on Microstructure and Formation of Intermetallic Phases on Hot Dip Aluminized Coating on Indian RAFMS,” Fusion Sci. Technol., 65(2), pp. 282–291. [33] Xiang, X., Wang, X., Zhang, G., Tang, T., and Lai, X., 2015, “Preparation Technique and Alloying Effect of Aluminide Coatings as Tritium Permeation Barriers: A Review,” Int. J. Hydrogen Energy, 40(9), pp. 3697–3707. [34] Genova, V., Paglia, L., Pulci, G., Bartuli, C., and Marra, F., 2021, “Diffusion Aluminide Coatings for Hot Corrosion and Oxidation Protection of Nickel-Based Superalloys: Effect of Fluoride-Based Activator Salts,” Coatings, 11(4), p. 412. [35] Norajitra, P., Basuki, W. W., Gonzalez, M., Rapisarda, D., Rohde, M., and Spatafora, L., 2015, “Development of Sandwich Flow Channel Inserts for an EU Demo Dual Coolant Blanket Concept,” Fusion Sci. Technol., 68(3), pp. 501–506. [36] Koehly, C., and B€ uhler, L., 2017, “Fabrication Issues of Sandwich-Like Flow Inserts for Circular Pipes,” Fusion Sci. Technol., 72(4), pp. 660–666. [37] Urgorri, F. R., Smolentsev, S., Fern? andez-Berceruelo, I., Rapisarda, D., Palermo, I., and Ibarra, A., 2018, “Magnetohydrodynamic and Thermal Analysis of PbLi 030902-14 / Vol. 10, JULY 2024 Transactions of the ASME
[64] Ferr? e, F. G., Mairov, A., Iadicicco, D., Vanazzi, M., Bassini, S., Utili, M., Tarantino, M., et al., 2017, “Corrosion and Radiation Resistant Nanoceramic Coatings for Lead Fast Reactors,” Corros. Sci., 124, pp. 80–92. [65] Mehta, A., Chakraborty, P., Fotedar, R. K., and Kumar, E. R., 2014, “Laboratory- Scale Development of Lead-Lithium Eutectic Alloy by Magnetohydrodynamic Stirring Technique,” Fusion Sci. Technol., 65(2), pp. 299–307. [66] Garcinuno, B., Fernandez-Saavedra, R., Hernandez, T., Gomez, M. B., Quejido, A., and Rapisarda, D., 2022, “Establishing Technical Specifications for PbLi Eutectic Alloy Analysis and Its Relevance in Fusion Applications,” Nucl. Mater. Energy, 30, p. 101146. [67] Cruz, D.,Vila,R.,andGomez-Ferrer,B.,2017,“DielectricProperties ofAlumina Ceramics for Fusion Applications,” Energetika, 63(2), pp. 39–45. [68] Howlader, M. M.R.,Kinoshita, C.,Shiiyama, K., and Higuchi, T., 2001, “Role of SpecimenThicknessontheElectricalConductivityofSingleCrystallineAlumina Under Electron Radiation,” J. Appl. Phys., 89(3), pp. 1612–1618. [69] Gonz? alez de Vicente, S. M., Hodgson, E. R., and Shikama, T., 2017, “Functional Materials for Tokamak in-Vessel Systems-Status and Developments,” Nucl. Fusion, 57(9), p. 092009. [70] J., Jun, K. A., Unocic, M. J., Lance, H., M., Meyer, III., and B. A., Pint, 2020, “Compatibility of FeCrAlMo With Flowing PbLi at 500?–650?C,” J. Nucl. Mater., 528, p. 151847. [71] Romedenne, M., Zhang, Y., Su, Y.-F., and Pint, B., 2023, “Evaluation of the Interaction Between SiC, Pre-Oxidized FeCrAlMo With Aluminized and Pre-Oxidized Fe-8Cr-2W in Flowing PbLi,” J. Nucl. Mater., 581, p. 154465. Journal of Nuclear Engineering and Radiation Science JULY 2024, Vol. 10 / 030902-15