Download

1 / 3
40 likes | 219 Views
品質研討報告 MSA- 程序改善 第 12 組 組員 : B9957081 葉芳蓉 B9957082 李易霖 B9957085 黃煜尊 指導老師 : 何正斌 教授. WUS 公司. PCB 廠. 同一批人 ( 至少 3 人 ) 對 PCB 與 SMT 廠做量測。. SMT 廠. 由 PCB 廠自行挑選廠內報廢板 35pcs ,板厚必須要 在 1.0mm 以上. 固定濕度與溫度. 固定濕度與溫度. 量測後立即將此 35pcs 板子真空 包裝, 並於 2 天內送至 SMT 廠. 24Hr.

E N D
品質研討報告 MSA-程序改善 第12組 組員: B9957081葉芳蓉 B9957082李易霖 B9957085 黃煜尊 指導老師: 何正斌 教授
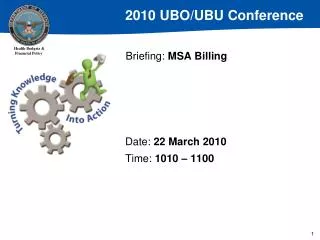
WUS公司 PCB廠 同一批人(至少3人)對PCB與SMT廠做量測。 SMT廠 由PCB廠自行挑選廠內報廢板35pcs,板厚必須要在1.0mm以上 固定濕度與溫度 固定濕度與溫度 量測後立即將此35pcs板子真空包裝,並於2天內送至SMT廠 24Hr 使用2D以上的量測設備進行量測FD to FD尺寸,需量測35pcs,3個循環。 SMT廠收到機差比對板後,於拆封後需盡速量測完成,同樣也是量測35pcs,3個循環 找代表整個範圍的製程變異,要FULL Range 順序隨機,且不讓op知道。 由工程師利用Gage R&R方法對雙方作業員與機器做分析 判斷變異的來源(例:量具or量測員) 再從中去改善