Download
1 / 14
140 likes | 320 Views
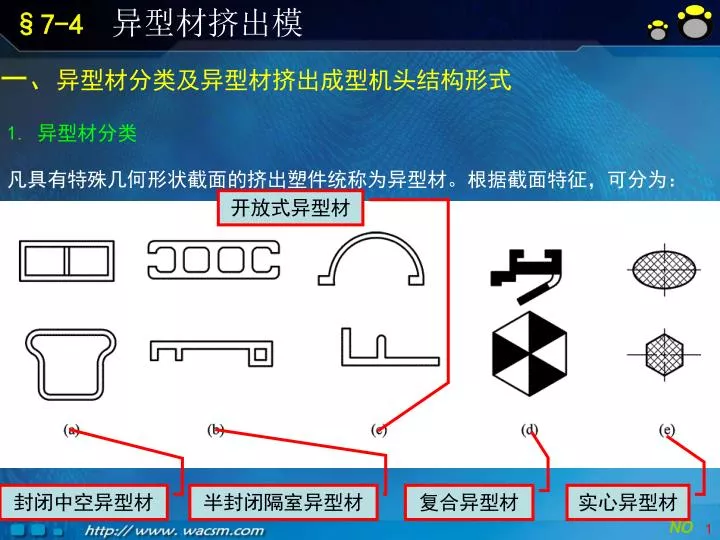
一、 异型材分类及异型材挤出成型机头结构形式. 1. 异型材分类. 凡具有特殊几何形状截面的挤出塑件统称为异型材。根据截面特征,可分为:. 开放式异型材. 封闭中空异型材. 半封闭隔室异型材. 复合异型材. 实心异型材. 2. 异型材挤出机头结构形式. 异型材挤出机头结构形式通常可分为 板式机头 和 流线型机头 两类。. ( 1 )板式机头. 从机头圆形截面入口过渡到口模成型段的整个流道中,截面形状呈急剧变化。这种机头结构简单、制造容易、成本较低、调整及安装方便、清理时间短、重复性好,适于形状简单、生产批量小的聚烯烃等非热敏性塑料制品的挤出。.

E N D
一、异型材分类及异型材挤出成型机头结构形式一、异型材分类及异型材挤出成型机头结构形式 1. 异型材分类 凡具有特殊几何形状截面的挤出塑件统称为异型材。根据截面特征,可分为: 开放式异型材 封闭中空异型材 半封闭隔室异型材 复合异型材 实心异型材
2.异型材挤出机头结构形式 异型材挤出机头结构形式通常可分为板式机头和流线型机头两类。 (1)板式机头 从机头圆形截面入口过渡到口模成型段的整个流道中,截面形状呈急剧变化。这种机头结构简单、制造容易、成本较低、调整及安装方便、清理时间短、重复性好,适于形状简单、生产批量小的聚烯烃等非热敏性塑料制品的挤出。
(2)流线型机头 从管状的入口流道截面逐渐过渡到异型的成型流道截面,各流道截面呈均匀而缓慢的变化。可分为整体式流线型机头(见下图)和分段式流线型机头。
二、异型材挤出成型机头设计要点 1.口模成型区截面形状的修正 在异型材机头设计时,必须依靠经验和试模对口模成型区截面形状给予修正。其关系如下图所示。
2.口模成型区长度的确定 (1)不同壁厚的部位,口模成型段长度应不同。 (2)口模成型段长度与塑料导入部分形状有关。 改进
3.异形材挤出机头经验参数 (1)口模尺寸与异型材尺寸的关系
(2)其它工艺参数的确定 ①分流器的扩张角α: 当异型材截面高度小于挤出机机筒内径,而宽度大于机筒内径时,扩张角α<70°;对于RPVC等塑料应控制在60°左右。 ②压缩比εj: 分流器支架出口处截面积与口模异型流道截面积之比。该值与塑料特性有关,一般取εj=3~12。 ③压缩角β: 压缩角大小应能使从分流器支架流来的塑料熔体很好地汇合形成异型截面管坯。通常取β=25°~50°。
4.异型材挤出机头的设计注意事项 进行异型材挤出机头设计时,为加工方便,通常会采用分段式镶拼结构机头,应注意如下一些事项: (1)镶拼块数量应尽量少,以减少装配工作量和过多的拼缝痕迹。 (2)镶拼块的接缝应尽量与挤出方向一致,以免渗入塑料妨碍型材挤出。 (3)镶拼块应具有足够的强度和刚度。 (4)镶拼块之间应尽量采用凹槽嵌接,以保证精度和可靠性。 (5)个别易磨损的凹凸部分应制成独立件,以便于加工和更换。 (6)应尽可能使形状复杂的内形加工变为外形加工。 (7)当机头体由哈夫块组成时,哈夫块应设有定位装置,而且哈夫块除使用螺钉 连接外,常采用模套箍紧。 (8)采用线切割加工时,可把模口设计成整体式。
三、异型材的定型模 1.异型材定型模结构设计的特点 异型材一般采用真空法定型,在进行定型模结构设计时,须注意以下一些问题: (1)异型材型坯的引入应便捷、可靠。 (2)结构应简单,操作应方便,拆卸和清理应容易。 (3)冷却回路及真空回路应可靠密封,不能发生泄漏。 (4)真空室不能有死角,应易于清理;抽真空孔应保持畅通。 (5)因定型模长度较长(一般>500mm),故应慎重考虑冷却水孔及真空孔的加工 工艺性。 (6)应选用导热性良好的模具材料,并使之具有尽可能大的散热面积。
2.异型材定型模典型结构 塑料嵌条异型材真空定型模
3.异型材定型模尺寸参数的确定 (1)定型模的冷却回路布置 冷却水孔直径一般在10~20mm范围内选取,冷却水保持紊流状态。常采用分段布置形式,可分成三段或四段,且上下、左右型板的冷却回路布置应完全对称,各段水流量单独控制,水流向一般有“并错流”(图a)和“逆错流”(图b)两种。
(2)定型模的真空孔布置 真空孔径一般在0.4~1.8mm范围内选取,常用值为0.8~1.2mm。定型模上下、左右型板的真空吸附面积应对称相等,但从入口到出口,真空吸附面积分布应由小到大,真空孔数应由密到疏,以实现对塑件型坯的有效吸附。 (3)定型模长度及分段数量 定型模长度一般根据冷却回路的长度、真空孔的数量及其布局形式来确定,同时考虑到加工的可能性和方便性,进行分段制造,最后组合装配。
(4)定型模型腔尺寸 定型模型腔截面尺寸应适当放大。下图所示为RPVC塑料嵌条异型材挤出过程中从口模型腔到挤出型坯、定型模型腔、异型材产品尺寸变化的关系。
