Download
1 / 21
210 likes | 343 Views
Non-Contact vibration monitoring for high-Speed machine tools. Authors: M. Klein J. Eichenberger T. Delio Machining Technology, 2005. Joel Shepherd. M.E. 482 Oct 04, 2010 (High Speed Cutting). References.

E N D
Non-Contact vibration monitoring for high-Speed machine tools Authors: M. Klein J. Eichenberger T. Delio Machining Technology, 2005
Joel Shepherd M.E. 482 Oct 04, 2010 (High Speed Cutting)
References • M Klein, J Eichenberger, & T Delio. (2005, October). Noncontact Vibration Monitoring for High-Speed Machine Tools. Machining Technology,16(4), 1-5. Retrieved October 4, 2010, from ABI/INFORM Trade & Industry. • Dane J.H., Topp G.C, co-editors 2002. "Methods of Soil Analysis Part 4-Physical Methods." Soil Science Society of America, Inc. Madison, Wisconsin. • Czarnomski N.M., Moore G.W., Pypker T.G., Licata J. 2005. "Precision and accuracy of three alternative instruments for measuring soil water content in two forest soils of the Pacific Northwest".Canadian Journal of Forest Research35, 8, pg. 1867. • Russell, John (1848). "On certain effects produced on sound by the rapid motion of the observer". Report of the Eighteen Meeting of the British Association for the Advancement of Science (John Murray, London in 1849) 18 (7): 37–38. Retrieved 2008-07-08. • http://www.efunda.com/designstandards/sensors/laser_doppler/laser_doppler_flow_theory.cfm • http://www.fvfowler.com/d-200.html • http://www.freepatentsonline.com/5638824.pdf • www.wikipedia.org
Introduction The purpose of this paper is to introduce a new method(s) to measure vibrations and chatter in a tool during static and dynamic uses. The tests to control these adverse effects will drastically improve high speed machining characteristics.
Why Important? The Harmful Effects of Vibration/Chatter • Suggestions?? • Surface Finish Reduction • Limit Dimensional Accuracy • Increase Tool Wear • Create High Noise Levels • Reduced Tool Life
http://http://www.youtube.com/watch?v=NP4sDX87JE8&feature=relatedhttp://http://www.youtube.com/watch?v=NP4sDX87JE8&feature=related
Current Control Solutions • Increasing the tool stiffness • Reducing the cutting depth • Reducing machine speed
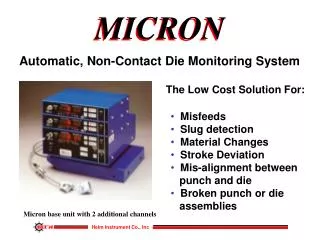
Strain Gauges/Accelerometers • Uses an impulse hammer and then detects the resulting vibrations via an accelerometer or strain gauges near the tip of the tool. • Impulse Hammer is calculated at the simulated force during the cutting process. • Problems: • Can only measure static vibrational characteristics – no dynamic measurements. • Accelerometers are too large and bulky
Other Methods • Acoustic Pickup Devices (Microphones • Fiber-Optic Displacement Sensors • Capacitance Probes • Inductive Probes • Laser Doppler Effect
Requirements for Monitors 1. Provide High Vibration Measurement Accuracy 2. Be insensitive to the machining environment 3. Be both used for characterization prior to the operation as well as during the milling process 4. Induce minimal loading 5. Be compact and low-cost
Solution: Active Vibration Monitor • Created by Lasson Technologies Inc. • It is a noncontact sensor for vibration testing, monitoring and control related to high-speed machining. • It can monitor vibrations on the cutting tool as well as the work piece and the spindle. • The sensor is also small and easily reconfigured to change to specific positions being monitored.
Application • It is very valuable • Improves: • Surface Finish • Dimensional Accuracy • Tool Wear Reduction • Noise Reduction • Higher Throughput • Reduced Scrap
Review 1. Provide High Vibration Measurement Accuracy 2. Be insensitive to the machining environment 3. Be both used for characterization prior to the operation as well as during the milling process 4. Induce minimal loading 5. Be compact and low-cost
Originally designed for Ultrasonic tests • -Tests babies for apnea (sounds an alarm if their breathing stops)
Other Practical Uses • Piezoelectric elements are also used in the detection and generation of sonar waves. • Power monitoring in high power applications (e.g. medical treatment, sonochemistry and industrial processing). • Piezoelectric microbalances are used as very sensitive chemical and biological sensors. • Piezos are sometimes used in strain gauges. • Piezoelectric transducers are used in electric drum pads to detect the impact of the drummer's sticks. • Automotive engine management systems use piezoelectric transducers to detect detonation by sampling the vibrations of the engine block and also to detect the precise moment of fuel injection (needle lift sensors). • Ultrasonic piezo sensors are used in the detection of acoustic emissions in acoustic emission testing.
Future Fields of Study • Sensors can be integrated into new and existing machines for in-process diagnostics and feedback control • Sensors for off line dynamic tool characterization and process optimization • All technology fields will be affected that want to measure small vibrations in small compact systems.