Download

1 / 17
170 likes | 275 Views
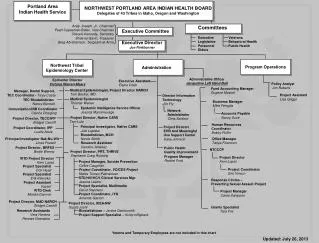
Joseph Epperson, Materials Group Chairman. Metallurgical Findings. Recovered Jackscrew Assembly. Screw attached to horizontal stabilizer Separated from acme nut Nut thread remnants on screw. Closeup of Thread Remnants. Jackscrew with Lower Stop. No grease in working area of screw

E N D
Joseph Epperson, Materials Group Chairman Metallurgical Findings
Recovered Jackscrew Assembly • Screw attached to horizontal stabilizer • Separated from acme nut • Nut thread remnants on screw
Jackscrew with Lower Stop • No grease in working area of screw • Sandy grease on lower end of screw • Oil sheen on upper end of screw • Grease on lower stop with nut contact marks • Fractured torque tube
Lower Mechanical Stop • Lower stop recovered separately • Grease on stop • Marks on upper surface from contact with acme nut after nut thread separation • Created offset loading of the torque tube • Spline damage from rotation of screw
As Recovered Acme Nut • Threads completely stripped • No grease on interior or adjacent surfaces • Grease fitting passage blocked • Red and green grease on surrounding structure
Used Nut with Worn Threads Accident Nut with Stripped Threads
Torque Tube Fracture • Fractured in threads at lower end of the acme screw • Low cycle fatigue cracking • Similar fractures could be produced by high stress in a few cycles
s s22MPa -40 -33 -25 -18 -11 -3.6 3.6 11 18 25 33 40 s22 Nut -70 MPa -60 -50 -40 -30 -20 -10 0 10 20 30 40 uy=0 uy=0 2 1 3 Screw Two & Three Dimensional Finite Element Analysesto Determine Thread Loading and Contact Pressure Distributions
Conclusions from Finite Element Analyses • Approximately 90% of screw load reacted in four threads • Loads shift as thread wear progresses • The maximum value of the contact pressure does not change as wear progresses - 3,000 to 4,000 average over contact area • At large levels of thread wear (> 0.080) under normal operating loads, large bending deformations develop which are consistent with the thread remnant wear shape
Shear fracture surface Wear occurring after additional deformation Wear occurring during initial deformation Thread Remnant SHEAR FRACTURE • At major diameter • Less than 10% of the cross section remained WEAR • Multiple bevel/stages • Unique wear / deformation shape
Summary of Findings • Material and structural conditions did not contribute to the acme nut wear • No grease in working area of the screw • Grease not removed by ocean impact, exposure, or recovery • Jackscrew grease not contaminated • The wear is caused by sliding contact and is consistent with an unlubricated condition • Torque tube fractured by low cycle fatigue
Additional Photographs Lower stop in contact with the acme nut
Additional Photographs Interior of lower stop