Download
1 / 39
410 likes | 599 Views
MRP. Factory Automation Lab. SNU. Feb. 11. 1999 Min, Daiki. Overall Contents. Lot - bucket MRP Analysis of MRP benefits. Lot-bucket MRP. Rommert J. Casimir* *Tilburg University IJPE. Vol. 58, 1999. pp.173-181. Contents. Basic Concept of TMRP Basic Concept of LMRP

E N D
MRP Factory Automation Lab. SNU. Feb. 11. 1999 Min, Daiki
Overall Contents • Lot - bucket MRP • Analysis of MRP benefits
Lot-bucket MRP Rommert J. Casimir* *Tilburg University IJPE. Vol. 58, 1999. pp.173-181.
Contents • Basic Concept of TMRP • Basic Concept of LMRP • LMRP vs standard MRP
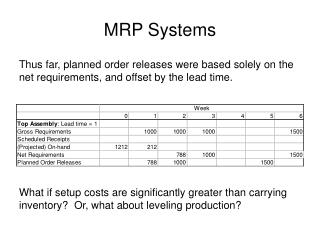
Basic Concept of the TMRP Period (A) 1 2 3 4 5 6 7 8 Gross requirements 20 15 19 16 26 18 23 23 Scheduled receipts 20 0 0 0 0 0 0 0 Projected available balances 0 0 0 0 0 0 0 0 0 Planned order releases 15 19 16 26 18 23 23 0 Period (B) 1 2 3 4 5 6 7 Gross requirements 15 19 16 26 18 23 23 Scheduled receipts 15 0 0 0 0 0 0 Projected available balances 0 0 0 0 0 0 0 0 Planned order releases 19 16 26 18 23 23 23
Basic Concept of the LMRP(1) • divides demand into fixed size lot buckets with a varying time interval between two lots. • D0=0, Ti≤j ∧ Ti+1>j ⇒ Dj = i - Dj-1 Di : demand in time bucket j Ti : time when the demand for item i occurs • ex) if T20=0.90 & T21=1.01, then D1=20 • approximately, Ti≤j ∧ Ti+1>j ⇒ Ti = Ti-1 + 1/Dj
Basic Concept of the LMRP(2) • Time of requirement : time when the lot must be available for delivery • Scheduled receipt time : time when orders are received • Planned starting time : time when orders are planned • Projected slack time : how long a lot will be available before it needed • projected production time : time available for production • zero : the event occurs at time zero • blank : the event is not scheduled at all
Basic Concept of the LMRP(3) Lot (A) 1 2 3 4 5 6 7 8 time of requirement 0.90 2.28 3.28 4.36 5.09 6.19 7.12 7.99 Scheduled receipt time 0.90 Projected slack time 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Projected idle time 0.38 0.00 0.08 0.00 0.10 0.00 0.00 Projected production time 1.00 0.99 1.00 0.73 1.00 0.93 0.87 Planned starting time 1.28 2.28 3.36 4.36 5.19 6.19 7.12 Lot (B) 1 2 3 4 5 6 7 8 time of requirement 1.28 2.28 3.36 4.36 5.19 6.19 7.12 Scheduled receipt time Projected slack time 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Projected idle time 0.28 0.00 0.08 0.00 0.00 0.00 0.00 Projected production time 1.00 1.00 1.00 1.00 0.83 1.00 0.93 Planned starting time 0.28 1.18 2.36 3.36 4.36 5.19 6.19
Extension to standard MRP • Safety stocks and safety lead times stock in TMRP ≒ lead time in LMRP ; no safety lead time can be provided because of lack of capacity. • Lot sizes and batch times
Conclusion - Advantages of LMRP over TMRP • Lot buckets are numbered consistently for all parts • a large number of acceptable lot sizes • the fixed lot size can correspond to a physical container • parts lots with different destinations can be planned separately • the idle time can be used for maintenance. - Disadvantage • It’s hard to change from TMRP system to LMRP system
An analysis of MRP benefits using ACE aChee-Chung Sum, aKum-Khiong Yang, aJames S.K. aAng, Ser-Aik Qeuk aDept. of Decision Sciences, Faculty of Business Administration, National Univ. of Singapore Journal of Operations Management Vol. 13, Issue 1, 1995, pp35-58
Contents • Basic Concept of Additive Model • Basic Concept of ACE • Analysis Process
Basic Concept of the Additive Model • f(x,y) vs f(x)+f(y)
Basic Concept of the ACE(1) • A nonparametric generalization of the additive model • Estimating individual optimal smooth transformations to maximise the correlation • ACE is more of a tool for correlation than regression
Basic Concept of ACE(2) ●Include a transformation of the Y θ(y) = α + Σfj(xj) + ε ● ACE procedure seeks to minimize E{θ(y) - Σfj(xj) }2 ● but do not provide any information on the scales and shift ● Cannot fit worse than ordinary regression
Basic Concept of the ACE(3) ACE had been employed in • Soil-water diffusivity • Engine exhaust emissions • Stress corrosion • Seismic studies • but never MRP
Basic Concept of the ACE(4)- Algorithm - for multiple predictors (i) Initialize: set θ(y) ={y-E(y)}/{var(y)}1/2 (ii) Fit an additive model to θ(y) to obtain new functions f1(x1), … , fp(xp). (iii) Compute: Θ(y) = E{Σfj(xj) |y} and standardize θ(y) = Θ(y)/[var{Θ(y)}]1/2 to give a new θ(y). (iv) Alternate: step (ii) and (iii) until E{θ(y) - Σfj(xj)}2 doesn’t change
Basic Concept of the ACE(5.1) - Example - Y=log[3sin(1.3A)+abs(B)+C2+(D3/9)+E+10]-8 ⇒ e8exp(Y)=3sin(1.3A)+abs(B)+C2+(D3/9)+E+10 Y vs A variable Y variable A
Basic Concept of the ACE(5.2) - Example - variable Y variable A
Basic Concept of the ACE(6)-Example Interpreting - • When the transformation for the dependent variable is an increasing function • Because the parameter estimation is always positive ⇒ We can treat the transformed axes(y-axis) as if each is the observed Y axis
Modeling MRP Benefits(1) • Benefit measures ; improved performance, user satisfaction Factor Variables Operational efficiency Improved product quality Improved productivity Increased throughput Reduced inventory cost Improved morale in production Customer service Better meeting of delivery promises Shorter delivery lead time Better ability to meet volume/product changes Coordination Better cost estimation Improved coordination with marketing and finance
Modeling MRP Benefits(2.1) • Determinant variables Factor Variables Implementation problem MRP expertise/training Lack of training/education on MRP Lack of company expertise in MRP Lack of communication Lack of information technology expertise People support Lack of support from supervisor/foreman Lack of support from production Lack of support from top management Lack of support from finance Lack of support from marketing Vendor support Lack of vendor knowledge on MRP Lack of support from finance Lack of support from vendor Technical Lack of suitability of hardware Lack of suitability of software
Modeling MRP Benefits(2.2) Factor Variables Data accuracy Planning data BOM records Manufacturing lead times Inventory records Vendor/Supplier lead times Master production schedule Execution data shop floor data Routing/Workcenter data Organisational / implementational variables Size Gross sales Number of employees Additional investment next 3 years Current system cost System maturity Years of implementation User class
Modeling MRP Benefits(3) • Stepwise inclusion of variables - Why need it? • The more independent variables, the more accuracy of dependent variable. • But the σ of dependent variable and cost increase too. ●Method : Forward selection, Backward selection, stepwise selection ...
Modeling MRP Benefits(4) • Backward selection method (i) fit a regression model which includes all variables (ii) determine the F-value(partial F) of each variables, F0 (iii) compare the values between min Fj and Fα (iv) if Fj< Fα, then delete xj and fit a regression model with remain variables. Next go to (ii) until Fj> Fα for all variables
Modeling MRP Benefits(5) • Obtaining a wide assessment using a mail survey methodology • Determining the variables using backward selection method • Model building and analysis using ACE & final ACE(ACE+OLS) ⇒ transformation plots • Interpreting the results
Results(1)-ACE models- Determinant variables Benefit Operational efficiency Customer Service Coordination Organisational Size 0.0775 Product type MTS only 0.0035 MTO only 0.0110 Both Manufacturing process Assembly only Fabrication only Both Number of BOM levels Implementational Maturity 0.0361 Degree of data accuracy Planning data 0.0092 0.0210 Execution data 0.0003 0.0112 Initiator of MRP effort Top management …... . .
Results(2.1)- operational efficiency- operational efficiency people support problem
Results(2.2)- operational efficiency- Execution Data Accuracy Degree of Integration Size
Results(3.1)-customer service efficiency- Customer Service Maturity
Results(3.2)-customer service efficiency- Planning Data Accuracy Execution Data Accuracy
Results(3.3)-customer service efficiency- Product Type Dummy Variable 1 Product Type Dummy Variable 2
Results(4.1)-coordination efficiency- Coordination Degree of Integration
Results(4.1)-coordination efficiency- Planning Data Accuracy People Support Problem
Results(4.1)-coordination efficiency- Technical Problems
Conclusion(1) • significant nonlinear relationships that have important implications for both MRP managers and users. • Managerial Implications (1) maintain a high level of data accuracy (2) MRP managers must adjust their expectation of the benefits during the integration process
Conclusion(2) (3)people support is crucial to achieving efficiency and coordination benefits. (4)size can have a negative impact on efficiency benefits (5)monitor and promote usage among different dept.
References • Analysing interaction effects on MRP implementation using ACE, Chee-Chung Sum, Sera-Aik Quek, Hoon-Eng Lim, Dept. of Decision Sciences, Faculty of Business Administration, National Univ. of Singapore, IJPE, Vol.58, 1999, pp.303-318 • T.J. Hastie and R.J.Tibshirani, Generalized Additive Models, Chapman & Hall • ftp://cica.indiana.edu/ ACE Fortran Code