Download
1 / 24

E N D
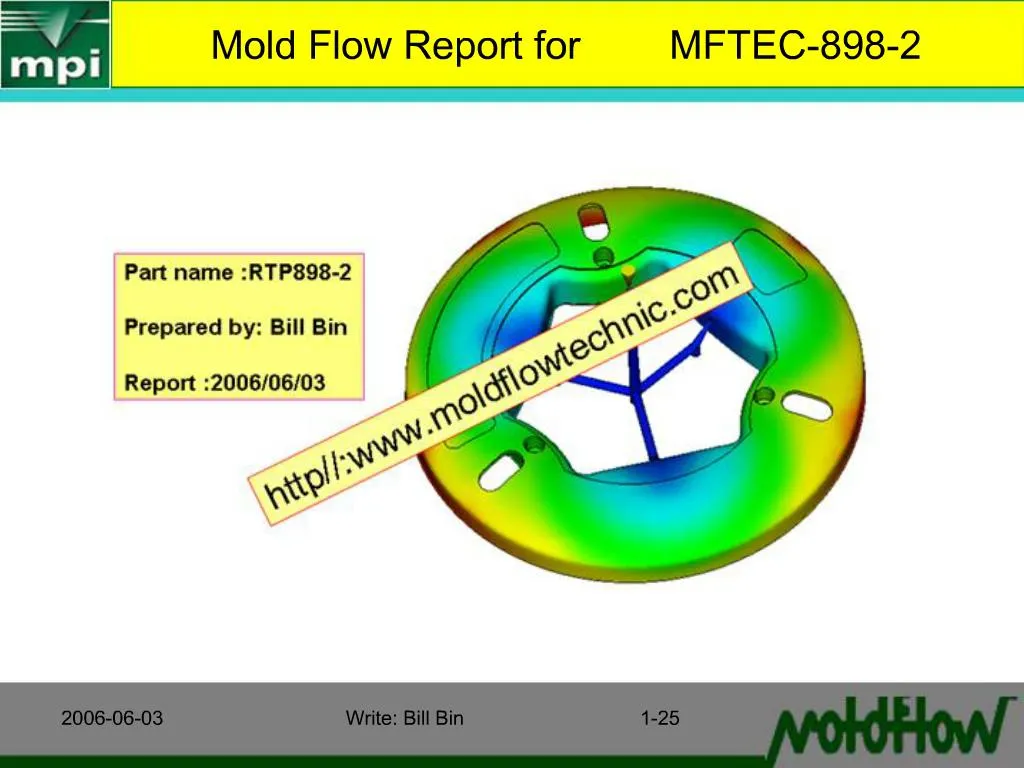
1. 2006-06-03 Write: Bill Bin 1-25 Mold Flow Report for MFTEC-898-2
2. 2006-06-03 Write: Bill Bin 2-25 Mold Flow Report for MFTEC-898-2
3. 2006-06-03 Write: Bill Bin 3-25 Material Property
4. 2006-06-03 Write: Bill Bin 4-25 Material Property
5. 2006-06-03 Write: Bill Bin 5-25 Product mod information
6. 2006-06-03 Write: Bill Bin 6-25 Process condition
7. 2006-06-03 Write: Bill Bin 7-25 Runner system
8. 2006-06-03 Write: Bill Bin 8-25 Cooling system design
9. 2006-06-03 Write: Bill Bin 9-25 Cooling system design
10. 2006-06-03 Write: Bill Bin 10-25 Fill Time The fill time result shows the position of the flow front at regular , as the cavity fills. Each color contour represent the parts of the mold Which were being filled at same time.
.The fill time is about 2.767 second in the model . No short shot and racetrack effect occur. Air trap appear on the last filled area. Do set enough vent over there.
11. 2006-06-03 Write: Bill Bin 11-25 Injection Pressure The result shows the pressure distribution through the flow path inside the mold at the Switchover point from velocity to pressure control.
.The injection pressure is about : 114.8 MPa
12. 2006-06-03 Write: Bill Bin 12-25 Air Trap The air traps are show in pink .notice the area circled in red vent should be set in the proper areas.
13. 2006-06-03 Write: Bill Bin 13-25 Weld line & temperature at flow front Notice the positions of the weld lines, which may affect the qualing of the part appearance but which do not affect the part structural functions.
The flow front temperature is 299.4~320.0 deg?C, within Melt Temperature( 280~320).
14. 2006-06-03 Write: Bill Bin 14-25 Clamp force :X Y plot Clamp force during injection : 263.5 ton
The result shows the clamp force at various times of the analysis
15. 2006-06-03 Write: Bill Bin 15-25 circuit coolant temperature The cooling analysis screen output contains the change in coolant temperature from coolant-into coolant-out If the increase is unacceptable (greater than 2-3 deg.c)
The result shows that the temperature change between the coolant �into coolant-out is0.24deg.c in the mold.
16. 2006-06-03 Write: Bill Bin 16-25 Temperature (top) Part The temperature (top) part result shows the average temperature of the plastic mold interface at the top side, of the part element during the cycle time . The result displays that the cooling is not good the temperature in the mold surface has a big range.
We advise modify cooling runner location and use cooling insert in draw circle
17. 2006-06-03 Write: Bill Bin 17-25 Time to freeze The result shows the thickness of the frozen. A higher value represents a thicker frozen layer, while low value means a thinner polymer melt (flow )layer
18. 2006-06-03 Write: Bill Bin 18-25 Deflection : all effects The result is used to show the warpage caused by interaction of cooling ,shrinkage and orientation effect in x y and z directions
19. 2006-06-03 Write: Bill Bin 19-25 Deflection all effects: x directions The result is used to show the warpage caused by interaction of shrinkage and orientation effect in x directions
The warpage in x directions between0.38-0.34 mm ( about 0.04mm)
20. 2006-06-03 Write: Bill Bin 20-25 Deflection all effects: Y directions The result is used to show the warpage caused by interaction of shrinkage and orientation effect in Y directions
The warpage in Y directions between0.38-0.29 mm ( about 0.09mm)
21. 2006-06-03 Write: Bill Bin 21-25 Deflection all effects: z directions The result is used to show the warpage caused by interaction of shrinkage and orientation effect in z directions
The warpage in z directions between0.2+0.15 mm ( about 0.35mm)
22. 2006-06-03 Write: Bill Bin 22-25 Defection cooling effects The result is used to show the warpage caused by cooling effect in x y and z directions
23. 2006-06-03 Write: Bill Bin 23-25 Deflection shrinkage effects The result is used to show the warpage caused by shrinkage effect in x y and z directions
24. 2006-06-03 Write: Bill Bin 24-25 Defection orientation effects The result is used to show the warpage caused by orientation effect in x y and z directions
25. 2006-06-03 Write: Bill Bin 25-25 Conclusion &suggestion