Download

1 / 74
860 likes | 1.27k Views
MANUFACTURING PROCESSES - I. CHAPTER – 2. METAL CUTTING LATHE. For more presentation Go to http://tkckt.weebly.com. Introduction. Lathe is a machine, which removes the metal from a piece of work to the required shape &size. INTRODUCTION.

E N D
MANUFACTURING PROCESSES - I CHAPTER – 2. METAL CUTTING LATHE For more presentation Go to http://tkckt.weebly.com
Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape &size
INTRODUCTION A lathe is a machine tool which spins the workpiece to perform various operations such as cutting, turning, knurling, drilling, or deformation with tools that are applied to the workpiece to create an object which has symmetry about an axis of rotation. Lathes are used in woodturning, metalworking, metal spinning, and glassworking. Lathes can be used to shape pottery, the best-known design being the potter's wheel. Most suitably equipped metalworking lathes can also be used to produce most solids of revolution, plane surfaces and screw threads or helices. Ornamental lathes can produce three-dimensional solids of incredible complexity. The material can be held in place by either one or two centers, at least one of which can be moved horizontally to accommodate varying material lengths. Other workholding methods include clamping the work about the axis of rotation using a chuck or collet, or to a faceplate, using clamps or dogs.
Live center (top) Tail stockDead center (bottom) Handwheel (T1),reduction gear box (T2),tailstock (T4), spindle (T5),clamped (T6)
Types of Lathe • Engine Lathe • The most common form of lathe, motor driven and comes in large variety of sizes and shapes. • Bench Lathe • A bench top model usually of low power used to make precision machine small work pieces. • Tracer Lathe • a lathe that has the ability to follow a template to copy a shape or contour.
Automatic Lathe • A lathe in which the work piece is automatically fed and removed without use of an operator. Cutting operations are automatically controlled by a • sequencer of some form • Turret Lathe :link to video • lathe which have multiple tools mounted on turret either attached to the tailstock or the cross-slide, which allows for quick changes in tooling and cutting operations. • Computer Controlled Lathe • A highly automated lathe, where both cutting, loading, tool changing, and part unloading are automatically controlled by computer coding.
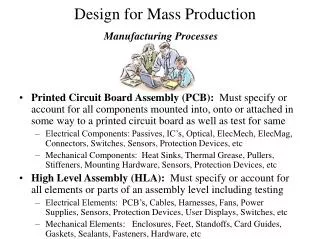
Lathe Operations Turning:produce straight, conical, curved, or grooved workpieces Facing: to produce a flat surface at the end of the part or for making face grooves. Boring: to enlarge a hole or cylindrical cavity made by a previous process or to produce circular internal grooves. Drilling: to produce a hole by fixing a drill in the tailstock Threading: to produce external or internal threads Knurling: to produce a regularly shaped roughness on cylindrical surfaces
Cutting Tools Single point cutting tool
Right Hand Cutting Tool Fig : (a) Designations and symbols for a right-hand cutting tool; solid high-speed-steel tools have a similar designation. Right-hand means that the tool travels from right to left.
Three jaw chuck - For holding cylindrical stock centered. - For facing/center drilling the end of your aluminum stock Four-Jaw Chuck - This is independent chuck generally has four jaws , which are adjusted individually on the chuck face by means of adjusting screws
Collet Chuck Collet chuck is used to hold small workpieces • Thin jobs can be held by means of magnetic chucks. Magnetic Chuck Thin jobs can be held by means of magnetic chucks.
Lathe Dogs • Drives work machined between centers • Has opening to receive work and setscrew to fasten the dog to work • Tail of dog fits into slot on driveplate and provides drive to workpiece • Made in variety of sizes and types to suit various workpieces
Standard bent-tail lathe dog • Most commonly used for round workpieces • Available with square-head setscrews of headless setscrews
Straight-tail lathe dog • Driven by stud in driveplate • Used in precision turning
Workholding Devices .. Mandrels Workpiece (job) with a hole
MANDREL:- workpiece which cannot be held between centers because its axis has been drilled or bored, and which is not suitable for holding in a chuck or against a faceplate, is usually machined on a mandrel. A mandrel is a tapered axle pressed into the bore of the workpiece to support it between centers.
Super Quick-Change Toolpost • Provides fast, accurate, and reliable method of quickly changing and setting various toolholders for different operations • Locking system has two sliding gibs forced out against toolholder • Handle pulled into lock position • Provides rigid, positive lock with zero backlash
Difference Between Turret Lathes and Capstan Lathes • - Turret and Capstan, both, are production machines and are usually of semiautomatic, type. Both turret and capstan lathes are provide with tool head, usually hexagon, to carry a set of tools and to supplement this by an additional slide carrying tools for cutting off and forming operations. • A Capstan lathe is usually a small or medium size machine with the tool head carried upon a slide mounted in a saddle bolted to the bed of the lathe, while a turret lathe has the (hexagon) tool head mounted on a saddle sliding directly on the bed.
Difference Between Turret and Engine Lathes • - Whereas turret lathe is adapted to quantity production work, engine lathe is primarily used for miscellaneous jobbing, tool room or single operation work. Another difference between an engine lathe and turret is that the tailstock is replaced by a (usually) hexagon turret upon which are bolted various toolholders for knee turning, roller box turning, drilling, boring and recessing. • Unlike engine lathe, a turret lathe can hold a number of cutting tools at a time. In engine lathe one tool cuts at a time whereas in turret, a number of tools can operate on the job simultaneously. Tools may be permanently set up in the turret in the sequence in which they need be used. • Extreme rigidity in the holding of work and tools is built into the turret lathe to permit multiple land combined cuts. Using a turret lathe instead of an engine lathe can often cut machining time by 25 to 75% • The original cost of a turret lathe is considerably higher than that of the engine lathe.
Leadscrew • A leadscrew (or lead screw), also known as a power screw[1] or translation screw,[2] is a screw designed to translate radial motion into linear motion. Common applications are machine slides (such as in machine tools), vises, presses, and jacks.[3]
Split nut • A split nut is a nut that consists of two pieces which can be clamped together to engage the thread of the nut with the bolt, or released, to allow the nut to move along the bolt without turning the bolt. A split nut assembly is often used in positioning systems, for example in the lead screw of a lathe.
Operating Conditions.. Cutting Speed D – Diameter (mm) N – Revolutions per Minute (rpm) The Peripheral Speed of Workpiece past the Cutting Tool =Cutting Speed
Operating Conditions.. Feed f – the distance the tool advances for every rotation of workpiece (mm/rev)
Operating Conditions.. Depth of Cut perpendicular distance between machined surface and uncut surface of the Workpiece d = (D1 – D2)/2 (mm)
Turning Facing knurling Grooving Parting Chamfering Taper turning Drilling Threading Operations on Lathe .. Operations on Lathe
Operations on Lathe .. Turning .. Cylindrical job
Operations on Lathe .. Turning .. • Excess Material is removed to reduce Diameter • Cutting Tool: Turning Tool • a depth of cut of 1 mm will reduce diameter by 2 mm
Operations on Lathe .. Facing Flat Surface/Reduce length
Operations on Lathe .. Facing .. • machine end of job Flat surface or to Reduce Length of Job • Turning Tool • Feed: in direction perpendicular to workpiece axis • Length of Tool Travel = radius of workpiece • Depth of Cut: in direction parallel to workpiece axis
Operations on Lathe .. Eccentric Turning
Operations on Lathe .. Knurling • Produce rough textured surface • For Decorative and/or Functional Purpose • Knurling Tool • A Forming Process • MRR~0
Operations on Lathe .. Knurling
Operations on Lathe .. Grooving • Produces a Groove on workpiece • Shape of tool shape of groove • Carried out using Grooving Tool A form tool • Also called Form Turning
Operations on Lathe .. Grooving ..
Operations on Lathe .. Parting • Cutting workpiece into Two • Similar to grooving • Parting Tool • Tool rides over – at slow feed • Coolant use
Operations on Lathe .. Parting ..