Download
1 / 30
300 likes | 305 Views
Learn about Omnisafe fittings and how they work to eliminate torque, promoting gas handling safety and purity. Find out how they compare to legacy fittings in terms of cost and performance.

E N D
OmnisafeHigh PerformanceTorque Elimination FittingsPromoting Gas Handling Safety and Purity www.omnisafe.net
Index • Title page • Index • Total installed fitting cost in an assembly. • Omnisafe fitting, “How it works” • Tribology – Mechanics of metal seal formation. • Apparatus- Measuring rotation of components during seal formation. • Rotation Data – legacy versus torque elimination fittings. • Apparatus- Measuring particles produced during seal formation. • Particle Data – legacy versus torque elimination fittings. • S.E.M. of Gland torroid, one mate/demate, 14X magnification. • S.E.M. of Gland torroid, one mate/demate, , 200X magnification. • S.E.M. of Gland torroid, one mate/demate, , 1000X magnification. • S.E.M. of Ni gasket seal area, one mate/demate, 14X magnification. • S.E.M. of Ni gasket seal area, one mate/demate, 200X magnification. • S.E.M. of Ni gasket seal area, one mate/demate, 1000X magnification. • Electro Dispersive Spectroscopy – of torroid before and after mated with Ni gasket. • S.E.M. of Gland torroid, 25 mate/demate, 14X magnification. • S.E.M. of Gland torroid, 25 mate/demate, 200X, 1000X magnification. • S.E.M. of SS316L gasket seal area, one mate/demate, 100X magnification. • Fitting cross section at finger tight. • Gasket indentation – Plastic and elastic deformation. • S.E.M. Metal face seal – ½ turn past finger tight, 40X magnification. • Apparatus - Mil Std 810E, Shock & vibration testing. • Data - Mil Std 810E, Shock & vibration testing. • Omnisafe Flight Qualification at JPL. • Field study – Multi mate/demate record. • Economic Justification. • References
This graph shows the installed cost of an Omnisafe vs the legacy metal face seal fitting. For either fitting the purchase price is $20-30 based on quantity. The additional labor cost of legacy fittings occur while trying to keep the components in alignment, undamaged, and leak tight during gas system assembly. Cost avoidance due to torque elimination results in significant savings. The installed cost for Omnisafe fittings is $55 vs $95 for a legacy fitting. From this point on the Omnisafe fitting continues to reduce maintenance cost and extend component life for the life of the gas system.
The mechanics of metal seal formation • Tribology is the study of friction, lubrication, and wear. Formally defined, it is the science and technology of interacting surfaces in relative motion. • A face seal fitting that transfers torque to the sealing surfaces during the compression that creates the seal, has a fundamental flaw. • A tribological study of metal seals shows that this rotation during compression causes the sealing surfaces to gall each other and generate particles. This rotation also causes wind-up in the attached tubing or components and causes the fitting to loosen during shock and vibration. • Eliminating torque from metal seal formation, allowing pure compression, creates tighter fittings without particle generation. This decreases process tool pump down, leak-check, and qualification time and enables increased yield for the most advanced chip geometries.
How much rotation is transferred to the components connected by a “VCR type” metal face seal fitting as it is tightened with a nickel gasket? “VCR” is a trademark of the Swagelok Corporation.
This data shows that the relative rotation of the components ranges from 6.7 to 18.2 degrees. This rotation is based on the plating inside the female nut and the machined finishes of the contact surfaces of the glands and nuts. In the Omnisafe fitting the nuts rotate against the torque eliminators. The torque eliminators are locked together preventing any differential torque transfer to the glands. The torque eliminators allow only compression to be transferred to the glands.
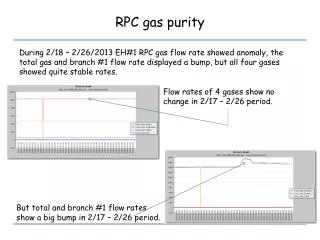
This is the equipment and procedure used to determine the quantity and size of the particles shed into the process stream, due to galling, as a legacy metal face seal fitting is tightened.
No particles are produced by the Omnisafe fitting. Legacy fittings produce particles in the 0.5 - 0.1 micron size range.
These S.E.M.s show the galling of the crown of the torroid (red arrow) on a gland of a legacy metal face seal fitting (top view) after one mate with a nickel gasket. The Omnisafe gland (bottom view) shows no galling after one mate with a nickel gasket. Pure compression, without rotation, does not cause galling of sealing surfaces.
Under higher magnification, these S.E.M.s show the fracture of the polished surface of the crown of the torroid on a gland of a legacy metal face seal fitting (top view). This is caused by rotational forces against the nickel gasket. The Omnisafe gland (bottom view) shows no surface degradation after one mate with a gasket. Pure compression, of the gland into the gasket maintains the smooth, polished, corrosion resistant surfaces.
Under the highest magnification, these S.E.M.s show the source of the 0.5 to 0.1 micron particles on a gland of a legacy metal face seal fitting (top view) after compression with rotation against a nickel gasket. The Omnisafe gland (bottom view) shows no galling or particle generation.
These S.E.M.s show the galling of the sealing area on the nickel gasket of a legacy metal face seal fitting (top view) after one mate with a SS316L gland. The Omnisafe gasket (bottom view) shows no gasket galling after one mate with a SS316L gland. Pure compression, without rotation, does not cause galling of the softer, sacrificial, nickel surface.
Under higher magnification, these S.E.M.s show the fractured surface of the nickel gasket of a legacy metal face seal fitting (top view) due to rotational forces against a SS316L gland. The Omnisafe gasket (bottom view) shows no tearing of the smooth surface.
Under the highest magnification, these S.E.M.s show the source of the 0.5 to 0.1 micron particles from the nickel gasket of a legacy metal face seal fitting (top view) after compression with rotation against a SS316L gland. The mate and demate operations both shed particles. The Omnisafe gasket (bottom view) shows no particle generation after one mate/demate with a SS316L gland. Pure compression, without rotation, does not lead to galling of sealing surfaces and resultant particles.
The top Electro Dispersive Spectra (EDS) was from the torroid of a new SS316L gland. The bottom EDS was taken at the point indicated by the red arrow on the first S.E.M.s shown on page #9 after one mating using a nickel gasket. After checking the nickel peaks on the bottom EDS we notice much higher nickel reading. This higher signal is from nickel particles that are embedded into the torroid of the gland from the galled nickel gasket during tightening of the fitting. This reading is consistent and confirms the conclusions from the previous particle study and S.E.M.s
After 25 mate/demate cycles the repeated galling of the SS316L gland removes the electro-polished single digit R.a. surface from the crown of the torroid of the legacy metal face seal fitting. Repeated compressions of the torroid of the Omnisafe fitting do not cause damage to the sealing surface.
After 25 mate/demate cycles the repeated galling of the SS316L gland prevented the fitting from passing the 10-9 (atm cc/sec He) leak check spec. This galling problem is much worse with glands of softer alloys like monel, inconel or nickel. In later field testing, at Lawrence Livermore National Labs [3], an Omnisafe fitting was still operational and passed leak check after 1557 mate/demate cycles over a 6 year service period.
Stainless steel gaskets are required in certain gas systems such as carbon monoxide, ozone, and trimethyl arsenic. Because SS gaskets are harder than nickel, the torque induced problems of sealing and galling are amplified. Due to the SS sealing problems, some companies have specified silver plated SS gaskets to reduce friction and galling. Recently these gaskets have been identified as a source of silver contamination. Omnisafe torque elimination fittings can be used safely and securely with polished SS gaskets. There is no particle generation.
This is the cross sectional view of the Omnisafe fitting at finger tight. The gap between the torque eliminators is the same as the gasket thickness (.028”). If the gasket is missing, the torque eliminators bottom out into a “fail safe” mode. This prevents torroid to torroid contact and destruction. The fitting cannot pass leak check with the gasket missing. The legacy metal face seal fitting, if tightened without a gasket, will crush both torroids. The only remedy for this is to replace both glands. Cutting off and rewelding new glands is a particle generating, time consuming, and expensive remediation operation. Tightening a legacy fitting without a gasket may even seal and give a false positive leak check reading. If a gas system is certified in this manner it may later develop a leak due to the damaged torroids. A leak that initiates when process gases are present is a much more dangerous situation especially if the gases are corrosive, toxic or pyrophoric.
Non destructive multi mate/demate metal seal formation. Metal gaskets under compression, along a torroidal interface, exhibit plastic and elastic deformation. The elastic deformation is the “spring back” in the gasket indentation that occurs when the fitting is demated. The plastic deformation is remaining the indentation left in the gasket. The elastic deformation is directly proportional to the plastic indention, (i.e. 10%). As a general rule, in a fitting without torque or galling on the sealing surfaces, the more elastic compression the better the seal. The elastic compression keeps the gas delivery process stream sealed under shock & vibration and thermal cycling. In regard to legacy face seal fittings, over tightening is a serious concern. According to manufacturers anything past 1/8th turn past finger tight is considered over tight. They caution, “excessive over-tightening will damage the sealing beads and possibly cause system leakage.” Fittings with torque eliminationmay be safely tightened up to ¼ turn past finger tight without fear of over tightening.
In the S.E.M. (top) the severe effects from over tightening on the sealing surfaces of a legacy face seal fitting are shown. In the S.E.M. (lower ) using Omnisafe torque elimination, the seal area is not galled. One half turn past finger tight is a worst case scenario. At 5/8 turn past finger tight the gasket would be sheared through. Although Omnisafe can survive this severe over tightening it is not recommended since it will reduce the life on the threads of the male and female nut.
Mil Std 810E is designed to check the seal integrity of equipment under transportation shock & vibration. This study was performed by Applied Materials at Quanta Labs. The vibration phase was conducted for 3 hours which is designed to simulate 3000 miles of transportation. The fittings glands were clamped into the fixture before tighten to simulate components that are attached to the back panel in a gas box.
The results of this test show that all three legacy face seal fittings show a noticeable loosening of the male/female nut post shock phase. One fitting no longer passes leak check 10-9. After the final three axis vibration the first leak gets worse and a second fitting fails leak check. The Omnisafe fittings show no loosening or leak. Since this test Omnisafe fittings have been flight qualified by JPL/NASA and Boeing.
Omnisafe Flight Qualification • Omnisafe works better than any other fitting for semiconductor applications and has been flight qualified and selected for the following aerospace programs. • JPL DAWN, Xenon Ion Propulsion, Asteroid Belt, May 2007, Omnisafe 1/8” fittings • MSL Mars rover, launch 2009, for the liquid Freon heat rejection system, Omnisafe 3/8” fittings. • NASA Evolutionary Xenon Thruster (NEXT) program. Xenon Ion Propulsion, Omnisafe 1/8” fittings • Boeing Satellite Systems for Xenon Ion Propulsion, orbit maintenance, Omnisafe 1/8” fittings. • JPL Flight Test Qualification • Parameter Test Data • Proof Test 300 psig • Leak Check 1.0 E-7 sccs/sec • Mate/Demate 10 times • Random Vibe Test • 20Hz……….0.024 g^2/Hz • 50-500 Hz…0.06 g^2/Hz • 2000 Hz…...0.015 g^2/Hz • Pyroshock Test • 100 Hz …..20 g’s • 1600 Hz …2000 g’s • 2500 Hz….2000 g’s • Thermal Cycling -115 C to +145 C • Burst Test 2200 psig
Metal Face Seal Fitting, [Field Study] Multi Mate-Demate Record This report details a Multi mate/demate field study at Lawrence Livermore National Laboratory. Over six years in service, this fitting was mate/demated 1557 times and was still working effectively when decommissioned. This evaluation shows the direct cost savings by avoiding the replacement of fittings that no longer passed leak check in this crystal growth equipment. The opportunity cost of having the system down for maintenance in a production environment is a much greater cost. The system maintenance hours avoided are tabulated below. The Omnisafe fitting mounted on a Crystal Growth Chamber was exposed to hot (200C) hydrogen fluoride gas for a four hour run daily, for six years without a single failure. The fitting was mate/demated once per day. Standard 1/2“ metal face seal fittings without torque elimination typically lasted 15 mate/demate cycles (three weeks) in this environment. Over the system life (311 weeks) in this case, LLNL avoided approximately 103 fitting replacement, maintenance events. In quantities of 100 the material cost for standard 1/2” fittings is estimatedat $36.75 * 100 = $3,675 The labor included prepping the system, cutting off the old glands, decontaminating the old parts, prepping the ends, orbitally welding on new glands, and leak checking the system. The whole process took 4-6 hours. The labor cost was $500 approximately plus the decontamination cost. Total direct cost per maintenance event $536. Total direct cost savings annually was $8,933. Total direct cost savings over the system life$53,600. The value added in increased system availability was 83 hours annually. The additional production time made available was 498 hours over the system life, when considering the maintenance events that were avoided. Conclusion - in terms of sealing surface preservation and the ability to pass leak check, this field test showed the Omnisafe fitting was over 100 times better than the legacy metal face seal fitting. In truth, since there is no galling during Omnisafe seal formation, the torroidal seal may last indefinitely. The $53,600 savings is a very conservative number since it does not include the production opportunity gained by avoiding maintenance. If the opportunity cost is $40K per 8 hr shift in a semiconductor fab then this fitting’s longevity would have saved over $19M in avoided down-time cost over 6 years. Paredo analysis of fitting failures in the industry would indicate that 95% of the cases involve problems with the sealing surfaces. Omnisafe enables gas system engineers to avoid these fitting failures. This represents significant cost reduction.
References • The rotation, particle study, EDS and S.E.M.s are from Unit Instruments and Lam Research. Solid State Technology April 1997 • The Vib and Shock 810E came from Applied Materials and Quanta Labs in Sunnyvale. Torque Elimination Fittings Add to Gas Handling Safety 2002 • The multi mate/demate testing was done at Lawrence Livermore National Labs MDS - Material Performance, September 1999 • For flight qualification data -Flight Qualification of Omnisafe Anti-Torque, MultiMate/Demate Fitting – Joint Propulsion Conference 2005 These research papers are available at …www.omnisafe.net under PUBLICATIONS
ITRS – 22 nanometer node • These findings are in regard to 22 nm circuitry, which is currently in design for 2011-2012. For this circuitry we will be concerned with all particles >10nm. There are some new issues that may reveal a need for cleaner, torque elimination metal face seal fittings. One new challenge is that with these extremely small geometries, the process gas flows have been reduced to a point where some filters have had to be removed. The filters are removed because the PDL (Pulsed Deposition Layer) processes have very short pulsed bursts of gas and a filter in these processes disallow this short pulse to be accurately controlled. Filters also have large gas volumes that make it problematic to quickly change gas blends for process needs. Ballistic particle penetration for filters of current design is an issue that stems from having order of magnitude pressure differentials across the filters. These are just a few of the issues related to gas system design for the future nodes. • In a publication by Unit Instruments and Lam Research it was shown that the current “VCR type” fittings produce particles in the 1.0 to 0.1 micron size range. These particles are more of a concern now that the filters are no longer in place on the gas delivery system before the chamber. Torque elimination fittings do not produce particles when mate/demated. • Another concern is fitting loosening due to shock & vibration during transportation and installation. In a study by AMAT conducted at Quanta Labs, two out of three “VCR type” fittings failed to pass Mil Std 810E which simulated normal transportation vibration. The higher leak rates in these “VCR type” fittings loosened by shock & vibration are a continual source of micro amounts of moisture or oxygen. This fits a pattern where certain pieces of identical process equipment have a history of not operating optimally. Torque elimination fittings are flight qualified and are not loosened by shock & vibration. Leak checks at tool install do not normally catch the leaking fittings because the installation specification is usually substantially less stringent than the manufacturing specification due to the difficulty of leak checking a complete tool gas distribution manifold in the Fab.
Space Hardware Flight qualified - multi mate/demate - metal face seal fitting • Global Observer –hydrogen powered, fuel system, UAV. • MSL Mars rover, launch 2011, for the liquid Freon heat rejection system, Omnisafe 3/8” fittings • JPL DAWN, Xenon Ion Propulsion, Asteroid Belt, Oct 2007, Omnisafe 1/8” fittings • NASA Evolutionary Xenon Thruster (NEXT) program. Xenon Ion Propulsion, Omnisafe 1/8” fittings • Wideband Global Satcom WGS constellation for propulsion system, orbit maintenance, Boeing, Omnisafe 1/8” fittings. • JPL LISA the Laser Interferometer Space Antenna, Omnisafe 1/16” fittings • AEHF satellite constellation, propulsion system, Lockheed Martin, Omnisafe 1/8” fittings • James Webb Space Telescope, optics, Northrop Grumman, Omnisafe 1/8” fittings • The drivers behind JPL’s use of the Omnisafe fitting. • System modularity, flexibility • Component replacement due to failure or upgrade • Subsystem or Component test • Cost reduction • Late component integration