Download
1 / 27
350 likes | 703 Views
METALES Y ALEACIONES NO FÉRRICAS. Introducción: resistencia específica. Las aleaciones no férricas se clasifican en función del elemento mayoritario. Las más comunes son de cobre, aluminio, magnesio y titanio. La mayoría de sus aplicaciones están relacionadas con la ligereza y resistencia.

E N D
METALES Y ALEACIONES NO FÉRRICAS Introducción: resistencia específica Las aleaciones no férricas se clasifican en función del elemento mayoritario. Las más comunes son de cobre, aluminio, magnesio y titanio. La mayoría de sus aplicaciones están relacionadas con la ligereza y resistencia. Se define resistencia mecánica específica como: Resistencia mecánica específica = Resistencia a la rotura / Densidad
El cobre y sus aleaciones La aleación más común del cobre es el latón, donde el cinc se considera el soluto y principal componente de la aleación. En el diagrama se observa: En la fase α el latón es estable hasta concentraciones de un 35% de Zc. Los latones α son relativamente blandos, dúctiles y fáciles de trabajar en frío. La fase β es más dura y resistente, las aleaciones α+β se suelen trabajar en caliente. Los bronces, aleaciones de cobre y estaño que pueden contener aluminio silicio y níquel; son más resistentes que los latones y tienen una gran resistencia a la corrosión. Se emplean cuando se necesita resistencia a la corrosión, a la tracción y al desgaste. Las aleaciones de cobre con menos del 1% de impurezas se emplean para aplicaciones eléctricas.
El aluminio y sus aleaciones El aluminio y sus aleaciones se caracterizan por su baja densidad (2,7 kg/dm3), su elevada conductividad eléctrica y térmica, su resistencia la corrosión y su elevada ductilidad. Su principal limitación es su baja temperatura de fusión (657º C). Actualmente, se fabrican mucho aleaciones de baja densidad con magnesio y titanio.
El magnesio y sus aleaciones La característica más relevante es su baja densidad (1,74 g/cm3). Tiene una estructura HC, relativamente blanda. A temperatura ambiente se deforma con dificultad, la conformación se realiza a temperaturas de 200-350º C. Las aleaciones de magnesio son inestables y susceptibles a la corrosión marina, pero son relativamente resistentes a la corrosión atmosférica. Es más caro que el aluminio, presenta el inconveniente de que en estado líquido arde en contacto con el aire, por lo que en su fusión requiere una capa protectora de fundentes. Aguanta peor que el aluminio la fatiga. Los elementos más comunes como aleaciones son aluminio, cinc y magnesio. Se utiliza en la fabricación de aviones, armamento y ruedas de automóviles.
El titanio y sus aleaciones Son materiales de reciente utilización, que presentan propiedades interesantes. El titanio puro tiene una densidad baja (4,5 g/cm3) y un punto de fusión elevado (1668º C). Las aleaciones son extremadamente resistentes, dúctiles y fácilmente forjables. El mayor inconveniente del titanio es su alto poder de reacción con otros materiales a altas temperaturas. Su resistencia a la corrosión es muy elevada. Se utiliza para la construcción de aviones, vehículos espaciales y en la industria petroquímica y química en general.
MATERIALES CERÁMICOS Generalmente son duros, frágiles, de alto punto de fusión, de baja conductividad eléctrica y térmica, con cierta estabilidad química y térmica y alta resistencia a la compresión. Su composición varía desde compuestos sencillos hasta materiales de muchas fases enlazadas. Los materiales cerámicos tradicionales simplemente tienen arcilla sílice y feldespato como los materiales empleados en construcción. Los que se emplean en ingeniería son compuestos muy puros, como alúmina (Al2O3), carburo de silicio (SiC), nitruro de silicio (Si3N4). Materiales cerámicos no cristalinos. • El grupo más representativo de éstos materiales son los vidrios. Éstos en su proceso de enfriamiento, solidifican sin cristalizar. Las estructuras vítreas se forman uniendo los tetraedros de sílice para formar una estructura reticular no cristalina. • Vidrios de silicato.La sílice fundida requiere una elevada temperatura. Normalmente éste tipo de vidrios contienen óxidos adicionales como el de plomo o aluminio que actúan como óxidos formadores de vidrio. la adicción de modificadores como el óxido de calcio o de sodio tienen como misión reducir la viscosidad del cristal líquido o bajar el punto de fusión para ahorrar energía.
Vidrios modificados de silicato. Los óxidos modificadores rompen la red de sílice cuando la relación oxígeno-silicio se incrementa significativamente. Por ejemplo si se agrega Na2O, hace que se formen cadenas o anillos. Ordenación ideal de sílice con enfriamiento lento. Vidrio modificado por Na2O • Vidrios no silicatados. Los vidrios obtenidos a partir de BeF2, GeO2, fosfato de aluminio o de boro, presentan también estructura teraédrica. El vidrio de borato (B2O3) se forma combinando unidades triangulares. Algunos vidrios se forman combinando sílice y borato.
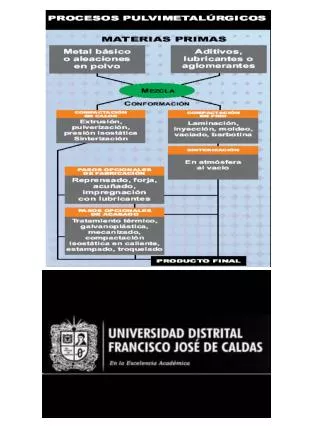
Conformación de materiales cerámicos Los productos tradicionales cerámicos y los técnicos se fabrican compactando polvos en matrices que son posteriormente calentadas a fuertes temperaturas para enlazar las partículas entre si. Las etapas son: preparación del material, conformado y tratamiento térmico. • Preparación de materiales. La mayor parte de los productos están fabricados por aglomeración de partículas, a excepción de vidrios y hormigones. Se pueden añadir otros constituyentes, como aglutinantes y lubricantes. Las materias primas muy variadas están en función de las propiedades requeridas. • Técnicas de conformado. • Prensado en seco. Se utiliza para fabricar productos refractarios. • Compactación isostática. Los polvos cerámicos se introducen en una matriz flexible a la que se aplica presión hidráulica. Se fabrican crisoles, herramientas de carbono, etc. • Compresión en caliente. Se obtienen piezas de alta densidad y propiedades mecánicas optimizadas. • Moldo en barbotina. Proceso de fundición por revestimiento. • Extrusión. Los materiales en estado plástico se extrusionan a través de un troquel de embutir. Aislantes eléctricos, etc.
Moldeo de barbotina por escurrido Tratamientos térmicos • Son la última etapa en la conformación de un material cerámico. Se puede hacer de diferentes formas: • Secado y eliminación de aglutinante. La eliminación de la humedad se logra calentando a 100º C durante el tiempo necesario. La eliminación de los aglutinantes se logra calentando por encima de 200-300º C. • Sinterización. Lo que se consigue es la transformación de un producto poroso en otro compacto, para ello se aplican altas presiones lo que produce una soldadura en frío y posteriormente se aplican altas temperaturas (sinterizado). • Vitrificación. Se realiza en la porcelana y algunos componentes electrónicos. Mientras dura este tratamiento térmico a altas temperaturas, la fase vítrea se licua y pasa a rellenar los poros del material.
POLÍMEROS Son moléculas gigantes de origen orgánico. Conforme aumenta el tamaño , se incrementa el punto de fusión y se hace más resistente y rígido. Son ligeros, resistentes a la corrosión y buenos aislantes eléctricos; pero tienen poca resistencia y no son adecuados para usarlos a altas temperaturas. Tienen muchas aplicaciones. • Clasificación de los polímeros. • En función del mecanismo de polimerización. • En función de la estructura del polímero • En función del comportamiento del polímero frente al calor. Polimerización por mecanismos de adicción Tiene lugar porque el monómero posee un doble enlace covalente entre dos átomos de carbono. Es un enlace no saturado, que puede cambiar a enlace simple, con lo que los átomos de carbono siguen unidos pero pueden añadirse moléculas adicionales. Para comenzar el proceso de polimerización por adicción se precisa un iniciador como el agua oxigenada.
Los enlaces entre los átomos de carbono en el etileno se rompen y un grupo OH se une aun extremo del monómero etileno. El grupo OH actúa como el núcleo de una cadena. Una vez iniciada la cadena la reacción continúa espontáneamente. Polimerización por mecanismos de condensación. Por acción del calor, de la presión o de un catalizador, se pueden obtener polímeros lineales por reacciones de condensación. La polimerización del dimetil-ftalato y del etilenglicol se emplean para producir PET o dracón
Conformación de polímeros. Se emplean muy diversas técnicas para conformar polímeros termoplásticos, que se pueden calentar a temperaturas próximas a la de fusión. En cambio existen pocas técnicas que permitan conformar los polímeros termoestables ya que el calor no se puede utilizar para conformarlos, adquirida la polimerización. Igualmente los elastómeros después de su vulcanización no se pueden conformar de nuevo. Técnicas de conformación de polímeros termoplásticos. • Soplado • Extrusión. • Conformado al vacío • Por inyección
Calandrado • Hilado • Por compresión • Por transferencia
TERMOPLÁSTICOS Polietileno Color entre transparente y blanquecino se suele fabricar en delgadas películas. Es traslúcido. Se obtienen gran variedad de derivados coloreados. Existen dos tipos LDPE, de baja densidad, y HDPE, de alta densidad. Es el plástico más utilizado por su bajo coste de producción y sus grandes aplicaciones industriales. Entre sus propiedades destacan: gran tenacidad a temperatura ambiente y a bajas temperaturas, buena flexibilidad, excelente resistencia a la corrosión y buenas propiedades aislantes. Se emplea en la fabricación de contenedores, aislantes eléctricos, artículos para el hogar, botellas moldeadas, empaquetamiento y recubrimientos estancos. Cloruro de polivinilo (PVC) Es el segundo plástico mas empleado. Su extenso uso se debe a su alta resistencia química y a su facilidad para ser mecanizado con gran cantidad de aditivos dando lugar a un elevado número de compuestos con una gama muy amplia de propiedades físicas y químicas. El PVC sin aditivos es fácil de procesar. Se utiliza en la construcción de tuberías, molduras y en el cableado eléctrico.
En el PVC plastificado, aumenta las propiedades de plasticidad, flexibilidad y extensibilidad. Se usa en el revestimiento con tapicerías, zapatos, bolsos de viaje, suelos electrodomésticos, etc. Polipropileno (PP) Es uno de los más baratos. Presenta una amplia gama de propiedades que lo hacen muy utilizado en la fabricación de productos manufacturados. Entre ellas destacan resistencia química a la humedad y al calor, baja densidad, buena dureza superficial y flexibilidad notable. Se emplea para productos del hogar, electrodomésticos, embalajes, varios tipos de botellas, como material de refuerzo y protección en el transporte y en la fabricación de sacos y bolsas. Polimetilmetacrilato (PMMA) Duro, rígido y transparente. Es más resistente al impacto que el vidrio. Se conoce como plexiglás. Se utiliza para acristalar aviones, embarcaciones, señales publicitarias, gafas de seguridad y objetos de decoración. Poliamidas (náilones) Ofrecen una capacidad de soporte de carga óptima, buena tenacidad, baja fricción y buena resistencia química.
Se usa en la fabricación de cojinetes no lubricados, piezas antifricción y piezas que requieren resistencia y rigidez. Policarbonatos Tienen alta resistencia, tenacidad y estabilidad dimensional. Son buenos aislantes térmicos y son trasparentes. Son resistentes a gran variedad de productos químicos, pero son atacados por algunos disolventes. Se usan en pantallas de seguridad, levas, engranajes, cascos, lentes y vidrios de ventana, etc. Poliésteres Presentan baja absorción de humedad, son resistentes a muchos productos químicos y aislantes. Se emplean en aplicaciones eléctricas y electrónicas y en automoción.
ELASTÓMEROS Caucho natural Se obtiene del látex, (liquido lechoso que se extrae del árbol hevea brasiliensis). Se somete a un proceso químico llamado vulcanizado. Tiene una resistencia a la tracción relativamente baja, y sus elongaciones son muy altas. Neopreno Es un caucho sintético. Posee mala flexibilidad a bajas temperaturas, y buena resistencia frente a la gasolina y los aceites. Se utiliza como recubrimiento de cables, alambres y mangueras. Cauchos de silicona. Silicón Los cauchos de silicona tienen la ventaja de que pueden ser empleados en un rango de temperaturas que van de -100 a 250º C. Se emplean como selladores, juntas de materiales, aislantes eléctricos, etc.
POLÍMEROS TERMOESTABLES Fenólicos Fueron los primeros utilizados (bakelita) se siguen utilizando por su bajo coste y sus buenas propiedades como aislante térmico y eléctrico. Son fácilmente moldeables, de color negro o marrón. Paseen elevada dureza, rigidez y una notable resistencia química. Se utilizan en componentes eléctricos. Muy usados para tiradores, paneles y botonaduras. Se utilizan en algunos tipos de maderas contrachapadas. Resinas epoxi Se usan como recubrimientos protectores y decorativos por su buena adhesión y buena resistencia mecánica y química. Se emplean en electrónica por su buena resistencia dieléctrica. Poliésteres insaturados. Materiales de baja viscosidad, susceptibles de ser mezclados con materiales de relleno y reforzantes. Los piliésteres insaturados reforzados con fibra de vidrio se utilizan en a fabricación de paneles de automóviles y prótesis así como para cascos de pequeñas embarcaciones tuberías tanques y conducciones.
LOS RESIDUOS Las grandes concentraciones urbanas producen millares de toneladas de restos que, por su volumen y composición no es posible devolver a la naturaleza son los RSU (residuos sólidos urbanos.). Las actividades económicas son potencialmente productoras de otro tipo de residuos cuyo tratamiento es más problemático que los RSU, ya que son más dañinos que los anteriores son los RTP (residuos tóxicos y peligrosos), procedentes sobre todo de las actividades industriales. TRATAMIENTO DE LOS RESIDUOS SÓLIDOS URBANOS • Vertedero controlado Los residuos se compactan y se cubren con tierra formando capas. Se ha de prever un sistema de drenaje de lixiviados y chimeneas para la salida de gases, producto de la descomposición anaerobia de la materia orgánica enterrada. • Incineración Es el método que permite una mayor reducción del volumen de residuos. El problema más grave es la formación de residuos gaseosos nocivos.
Producción de metano La descomposición natural (fermentación anaerobia) de la materia orgánica produce un gas rico en metano y dióxido de carbono en las mismas proporciones. Se realizan experiencias que permiten recuperar el metano y su utilización como combustible. • Compostaje La materia orgánica separada del resto de los componentes de los RSU, se tritura con objeto de eliminar la mayor cantidad de agua posible y se coloca en un digestor para acelerar los procesos de degradación de la propia materia. El resultado es una especie de humus que sirve de abono llamado compost. • Reciclado de materiales El papel representa el 25% del total de los residuos reciclables y es la materia más rentable de reciclar. El vidrio representa un 5% y su reciclado supone un importante ahorro energético. El aluminio representa 1%. Los plásticos representan entre un 8 y 10%, el principal problema para su reciclaje es heterogeneidad de su composición. La recogida selectiva en contenedores distintos es el mejor procedimiento para proceder al reciclado.
RESIDUOS TÓXICOS Y PELIGROSOS • Los RTP se pueden clasificar en los siguientes tipos: • Biocidas y productos filosanitarios como insecticidas, herbicidas, etc. • Disolventes: este grupo abarca una amplia gama de productos químicos, como hidrocarburos, alcoholes, cetonas, etc. • Aceites y sustancias oleosas minerales: aceites de engrase, de limpieza, etc. • Tintes, colorantes, pinturas, lacas y barnices. • Resinas, látex, plastificantes y colas. • Productos pirotécnicos y otras materias explosivas. • Jabones y materias grasas. • Sustancias inorgánicas sin metales: ácidos, bases, mezclas amoniacales. • Escorias y cenizas procedentes de procesos de combustión. • Partículas y polvos metálicos. • Catalizadores usados. • Lodos que contengan metales. • Baterías y pilas eléctricas.
TÉCNICAS DE TRATAMIENTO DE LOS RTP • Incineración. Implica la exposición controlada de éstos a unas temperaturas por encima de los 900º C y en un medio oxidante. Un aspecto importante es la recuperación del calor de los humos, para producir calor y electricidad. Los residuos susceptibles de ser incinerados son: cianuros sólidos, sólidos y lodos orgánicos halogenados y no halogenados. La gestión inapropiada de éstos sistemas supone una amenaza para la salud pública debido a la emisión de componentes potencialmente peligrosos. Los sistemas de incineración de RTP se diseñan incluyendo diversos sistemas de control de emisiones a la atmósfera. El diagrama de flujo de un sistema de incineración lo podemos ver en la diapositiva siguiente.
Tratamiento físico-químico Los residuos sometidos a este tipo de tratamientos están constituidos por baños gastados de la industria de transformados metálicos y contienen sustancias de naturaleza inorgánica disueltas o en suspensión. Los residuos pueden agruparse en: • Lechadas de cal residuales. • Baños alcalinos metálicos. • Baños con sales metálicas. • Baños clorhídricos y sulfúricos gastados. • Baños cianurados. • Baños con cromatos. • Tanto las operaciones de neutralización de los distintos baños ácidos y alcalinos, como de tratamiento de baños cianurados y cromados, producen una gran cantidad de lodos, que deben llevarse a un depósito de seguridad.
Depósitos de seguridad. Depósito de seguridad es todo aquel vertedero emplazado sobre terrenos geológicos adecuados para el almacenamiento de los RTP. El depósito cumple la función de impermeabilizar los residuos durante extensos periodos de tiempo de forma segura. Se dispone también de materiales y técnicas de construcción que permiten mejorar las condiciones del emplazamiento. El depósito ha de dotarse de sistemas adecuados de impermeabilización y drenaje. Es necesaria la construcción de dos balsas de recogida, regulación y evaporación de escorrenterías y lixiviados. Estas balsas deben favorecer la evaporación, por lo que es necesaria una profundidad reducida y la mayor superficie posible. RECUPERACIÓN O REUTILIZACIÓN DE LOS RTP • La recuperación de residuos es una práctica cada vez más común en los países industrializados y se fundamenta en los siguientes aspectos. • El poder calorífico de los residuos puede utilizarse como fuente de energía. • La recuperación de componentes que pueden ser utilizados por otras industrias con el consiguiente ahorro de materias primas. • Protección del medio ambiente. • Generación de empleo en empresas de recogida y tratamiento de residuos.
Gestión de aceites usados. Aceites usados son los aceites con base mineral, que se hayan vuelto inadecuados para el uso que se les asignó inicialmente. El vertido incontrolado de aceites usados origina graves problemas de contaminación en tierras, ríos y mares, recubren con una película impermeable que impide la oxigenación. La combustión del aceite usado origina problemas de contaminación atmosférica, por los compuestos de Cl, P y S que producen gases tóxicos. Otro problema asociado al anterior es la presencia de Pb, que es emitido a la atmósfera en su combustión. La gestión de los aceites usados consiste, en la recogida y tratamiento y/o eliminación. El tratamiento enfocado a la reutilización, consiste en: • Regeneración y nueva producción de aceites de base, eliminando contaminantes, productos de oxidación y aditivos contenidos en el aceite usado. • Combustión, utilizando el aceite usado como combustible en instalaciones de recuperación del calor generado y con equipos contaminantes adecuados.