Download

1 / 22
230 likes | 492 Views
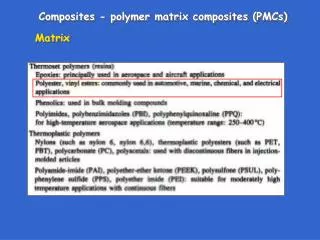
Environmental resistance of composites. John Summerscales. Outline of lecture. glass transition temperature moisture osmosis and blistering cavitation erosion galvanic corrosion marine coatings antifouling paints flame, smoke and toxicity ( FST ) .

E N D
Environmental resistance of composites John Summerscales
Outline of lecture glass transition temperature moisture osmosis and blistering cavitation erosion galvanic corrosion marine coatings antifouling paints flame, smoke and toxicity (FST)
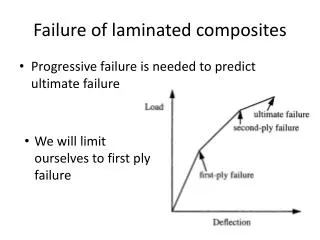
Glass transition temperature (Tg) • Tg is a function of: • molecular structure • ratio of chain ends to backbone polymer • loading rate • moisture content can reduce Tg • A key design parameter inaerospace applications is “hot wet Tg”
Moisture (Fickian diffusion) equilibrium/saturation Moisture content √(time)
Osmosis ... • Osmosis can be defined (Clegg, 1996) as “the equalisation of solution strengthby passage of a liquid (usually water) through a semi-permeable membrane Weak solution membrane Strong solution
Osmosis ... • normally the fluid will pass through the material without affecting it • but, there may be soluble materials, e.g. • residual glycol from UP resin • soluble binder on CSM • PVA release agents, etc • see pp 231-233 of Searle and Summerscalesfor a more complete list! • these materials will dissolve in the solvent
Osmosis and blistering • a little solvent and a lot of solute-> a strong solution • strong driving force for osmotic cell • high pressures generated cause/expand void containing strong solution • swelling leads to blisters with associated surface undulation • Image from:http://www.wessex-resins.com/westsystem/wsosmosis.html
Osmosis and blistering • For marine applications, consider • changing from orthophthalicto isophthalic polyester resin • and to improve “iso” resin further,use NPG (neo pentyl glygol): • HO-CH2-C(CH3)2-CH2-OH • 2,2-dimethyl-1, 3-propanediol • Durability: • ortho < iso < NPG Chemical structure from: http://chemicalland21.com/specialtychem/perchem/NEOPENTYL%20GLYCOL.htm
Osmosis and blistering • To avoid osmosis leading to blistering: • no soluble components in resin system • avoid moisture on mould and reinforcement • completely wet-out the fibres • consolidate to minimise voids • gel coat of lower permeability than laminate • use a light glass scrim in the gelcoat • use primer (tie-coat) between gel coat and structural laminate • control gelcoat thickness and quality
Cavitation erosion • Collapsing bubble: Solid surfacemodel from Lauterborn and Bolle (1975)
Cavitation erosion • Collapsing bubble: Solid surfacemodel from Lauterborn and Bolle (1975)
Cavitation erosion • Collapsing bubble: Solid surfacemodel from Lauterborn and Bolle (1975)
Cavitation erosion • Collapsing bubble: Solid surfacemodel from Lauterborn and Bolle (1975)
Cavitation erosion • Collapsing bubblecreates jet towards a hard surfacewhich loosens material structureand removes material: Solid surfacemodel from Lauterborn and Bolle (1975)
Cavitation erosion • Very limited data in public domain • composites may perform better than metals because fibre > grain size • student projects* suggested CFRP proportional loss in weightonly 40% of that for Al under identical conditions • but difficult experiment • CFRP absorbs some water • may have low initial - but accelerating - loss rate * Handley ..and.. Ladds (1995)
Galvanic corrosion 1 • corrosion involves flow of an electric current • most constituents of fibre-composites are insulators and henceelectrochemical corrosion is not an issue • However, carbon (graphite) acts as a noble metal, lying between platinum and titanium in the galvanic series.
Galvanic corrosion 2 • Carbon fibres should not come into contact with structural metals(especially Al or Mg)in the presence of a conducting fluid(eg sea-water). • A thin glass fibre surface layer may be sufficient to prevent the formation of such a galvanic corrosion cell.
Marine coatings • Surface coatings may be for • provide aesthetic finish • improve resistance to corrosion • protect against fouling • especially for marine or process plant applications • gel-coat is normally applied to the mould before the laminate is laid-up/injected • a major issue in the marine industry is“print-through” • surface echoes topology of reinforcement
Antifouling paints • Toxic compositions • cuprous oxide – increasing concern • tri-butyl tin – now banned worldwide • Exfoliating/self-polishing surfaces – increasing concern • Non-toxic low surface energy compositions • Bio-inspired approach (biomimetics)Liedert and Kesel: shark skin as the analogue • surface microstructure, Rz = 76 μm • soft silicone material (shore A = 28) • low surface energy (25 mN/m)
Flame, Smoke and Toxicity (FST) • especially important for • submarines, • underground railways, and • underground mines • F = low spread of Flame • S = minimal emission of Smoke • T = no Toxic products of combustion • phenolic resins burn to just H2O and CO2in the presence of a good supply of air
Balmoral offshore lifeboat • glass reinforced plastic fire-retardant resins carries 21-66 people • certification required to withstand 30 m high kerosene flames and temperatures of 1150°C • throughout the fire test, the temperature inside never exceeded 27°C. Image from the front cover of International Reinforced Plastics IndustryMay/June 1983, 2(5), 1