Download

1 / 13
130 likes | 337 Views
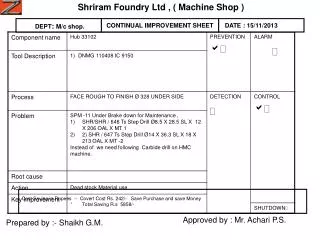
Wel -come. Shriram Foundry Ltd.,. Part Name. Front Axle Support, SU23898. ENGINE MOUNTING HOLE U/S AT MOUNTING END. REQ DIM 17.07 +/- 0.17 OBS. 12.13,10.64 LIKEWISE. Problem. Root cause:. JOB MOVES FROM REST PAD AFTER CYCLE START.

E N D
Wel-come Shriram Foundry Ltd.,
Part Name Front Axle Support, SU23898 ENGINE MOUNTING HOLE U/S AT MOUNTING END. REQ DIM 17.07 +/- 0.17 OBS. 12.13,10.64 LIKEWISE Problem Root cause: JOB MOVES FROM REST PAD AFTER CYCLE START Air catcher has installed on the fixture for detection of proper resting of job as discussed in the next slide. Action Complete Target Date
Fail safing for resting of job while Drilling Hole 17.07. Pressure gauge Air cacher is prvided at resting . If the job not rest properly machine will not start & also if the job moves from resting while machining cycle ,the machine will automatically stop. Relay & contactor is added which gives signal to motor if the pressure decreases in running cycle.
Inspection activity carried out at in process & final inspection stage- Also job Checked at final inspection stage & in process with plug gauge as shown
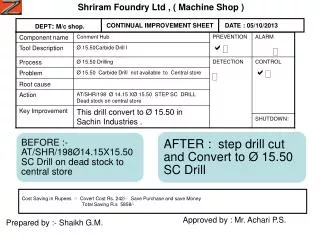
Part Name Front Axle Support, SU23898 RETAINER PIN INSERTION PROBLEM DUE TO HOLE ID UNDERSIZE Problem Root cause: Surface finish is at higher side ,due to improper burnishing on horizontal SPM M/c This boring operation is now carried out on Radial Drilling machine due to this proper burnishing has done & also dimension is checked with Plug Gauge at process & final inspection stage & provided with blue color dot at final inspection stage as identification before dispatch. Action Target Date Complete
Bore 32.02 bore burnishing on RDM & checking by plug gauge Dimension is check 100% by Plug Gauge at in process & final inspection stage & blue color dot has provided on it for proper identification Boring & burnishing of hole is done on the radial drilling Machine
Improvements Fail safing is done on E,D & C face tapping machine for avoiding fouling of job due to extra material as shown in next slide. DRILLINGOPERATION Ok job D FACE E FACE Not Ok job Casting is more may be due to swelling & due to it may get fouling problem in assembly . C FACE
Fail safing is done on E,D & C face tapping machine for avoiding fouling of job due to extra material . Improvements • Plate has provided on fixture which avoids that job with extra material as shown in above slide will not fit on fixture in process Plate for fail safing Job with extra material will not fit over here
Improvements Process Operation : E,D & C face tapping Fail safing is done on E,D & C face tapping machine for avoid improper resting of job • Air cacher has provided at rest- pad which gives signal to motor . If job not rested properly the motor will not start. Air cacher
Improvements Process Operation : ¾ tapping & Ø17.07 drilling • PREVIOUS –No Automated Detection for resting • Chances of Drilling position shift due to improper resting. • CURRENT MACHINING OPERATION Machine –Air catcher has installed for detection of resting of job automatically Job May get rest properly & Drilling position will be in specification • Benefits Air cacher
Improvements Process Operation : E,D ,J face Milling on duplex Milling machine • PREVIOUS –No Automated Detection for resting • Chances of inproper resting. • CURRENT MACHINING OPERATION Machine –Air catcher has installed for detection of resting of job automatically • Benefits Job May get rest properly & Milling distance will be in specification Air cacher
Improvements :- Future Plans • Planned to fit air cacher on C,D,E face drilling SPM also. • Planned to carry on line inspection on conveyor itself.