Download
1 / 31
330 likes | 530 Views
低電壓高電流 所產生的電弧加熱 銲接溫度 5500 ℃ 以上 ( 最高溫 ) 機械造船工業中佔極重要地位,尤適於碳鋼的銲接. 永久性電極:碳棒或鎢棒 消耗性電極:金屬電極. 赤裸式:限於 熟鐵、軟鋼 之銲接,常用於氣 銲、惰性氣體銲接與潛弧銲 熔劑覆蓋式:以撒粉或浸蘸法,使電極加上一層銲藥,用以阻止及除去不良之氧化物。 熔劑厚被覆式:將熔劑均勻覆蓋於電極上, 最廣用者 。. 電銲條之規格:如 E6028 E :電銲條代號 前二位數 (60) :表示最小抗拉強度 60kg/cm 2 第三數字:表示銲接方法 第四數字:表銲條覆層及適用電性。.

E N D
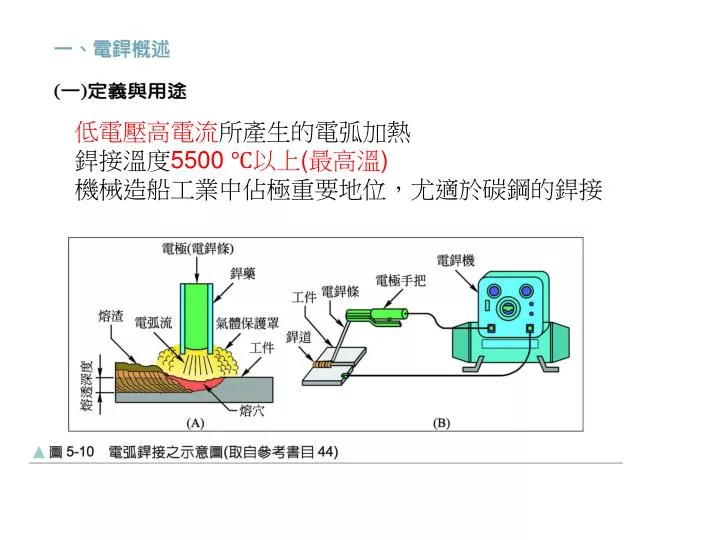
低電壓高電流所產生的電弧加熱 銲接溫度5500 ℃以上(最高溫) 機械造船工業中佔極重要地位,尤適於碳鋼的銲接
永久性電極:碳棒或鎢棒 消耗性電極:金屬電極
赤裸式:限於熟鐵、軟鋼之銲接,常用於氣銲、惰性氣體銲接與潛弧銲赤裸式:限於熟鐵、軟鋼之銲接,常用於氣銲、惰性氣體銲接與潛弧銲 熔劑覆蓋式:以撒粉或浸蘸法,使電極加上一層銲藥,用以阻止及除去不良之氧化物。 熔劑厚被覆式:將熔劑均勻覆蓋於電極上,最廣用者。 電銲條之規格:如E6028 E:電銲條代號 前二位數(60):表示最小抗拉強度60kg/cm2 第三數字:表示銲接方法 第四數字:表銲條覆層及適用電性。
電流大小約為電銲條直徑的40倍 電弧長度約等於電銲條直徑 銲條選用注意事項: (1)厚度較大、平銲可使用直徑較大之銲條 (2)多層銲接之第一層銲道、立銲、仰銲及橫銲時,宜選用直徑小的銲條。
(DCSP) 厚度大的物件 薄物件 (DCRP)
碳極電弧銲缺點:材料的受熱面積較大,熱量損失及材料變形亦大碳極電弧銲缺點:材料的受熱面積較大,熱量損失及材料變形亦大 遮蔽 最廣用
惰氣(CO2)保護銲件不被氧化,採用消耗性金屬極。惰氣(CO2)保護銲件不被氧化,採用消耗性金屬極。 又稱為CO2銲 採用DCRP接法,用於碳鋼及鋁、鎂、銅等低熔點合金 優點:穿透性佳,銲接部位之強度亦大。
惰氣(氬Ar或氦He)保護銲件不被氧化,採用永久性鎢電極。惰氣(氬Ar或氦He)保護銲件不被氧化,採用永久性鎢電極。 又稱為氬銲,適用於薄板銲接。 採用交流電銲機,適用於鎂、鋁、鑄鐵之銲接 DCSP接法,用於鋼、不銹鋼及銅、銀合金。 DCSP接法(氬氣) 優點:高熔透率,滲透深及熱影響區域狹窄。 缺點:電弧較不穩定,銲珠會濺散。
SAW 電極:裸電銲條;銲道以粉狀溶劑覆蓋 僅適用於平銲 低碳鋼、合金鋼及非電金屬之厚金屬板銲接 可全自動操作
利用兩鎢電極產生單相交流電弧,並引入氫氣,可產生6100 ℃之高溫。 特色:熱量集中、熱影響區域小,有利於薄金板之銲接 氫氣可防止氧化及氮化,但會產生氫脆性,已被MIG和TIG取代。
電離氣(電漿)電弧銲接(PAW) (1)溫度可達60000 ℉,為溫度最高的電弧銲 (2)有兩道給氣系統,一道為電離氣(氬-氧)(氮-氫)(氬-氮)用來加熱,另一道為保護氣(氬氣)。 (3)束徑小、熱量集中,可得較深的滲透,較高的熔化速度,銲道的熱影響區域小。 (4)接線方式: a.傳導式(通電式):電極接正極,工件接負極,用於銲接、切割。 b.非傳導式(非通電式):電極接負極,工件接正極,用於噴銲。
(1)厚度最大 (2)水冷式 (3)只適用於立銲 (4)金屬耗費太多
又稱為鋁熱銲 1:3比例之鋁粉與氧化鐵混合 藉化學反應與高溫溶解還原金屬之法 用於鐵路之鐵軌與機軸之修補。
在真空中,以電子槍產生高速而密集之電子去撞擊工件在真空中,以電子槍產生高速而密集之電子去撞擊工件 銲道之深寬比可達200:1 適用於普通金屬、耐高溫金屬、易氧化金屬或超級合金 常用於電子材料或電腦零件中。
利用透鏡之聚光能力,將光束聚集強化投射在金屬上,而使金屬熔化之法,此法滲透力最強,銲高碳鋼之銲道之深寬比達12:1,用於精密工業、電子工業或微細小工件無法承受大壓力時之銲接,但銲件速度緩慢為其缺點。利用透鏡之聚光能力,將光束聚集強化投射在金屬上,而使金屬熔化之法,此法滲透力最強,銲高碳鋼之銲道之深寬比達12:1,用於精密工業、電子工業或微細小工件無法承受大壓力時之銲接,但銲件速度緩慢為其缺點。
超音波摩擦接面,使兩銲接表面分子摻雜,形成堅固的金相組織,是一種冷相式接合,因金屬未熔化,故不產生高溫、不退火或不改變金相組織,不需前處理或助銲劑。超音波摩擦接面,使兩銲接表面分子摻雜,形成堅固的金相組織,是一種冷相式接合,因金屬未熔化,故不產生高溫、不退火或不改變金相組織,不需前處理或助銲劑。 常用於金屬箔的銲接、罐頭的封裝。 振動方向與接合面平行。
又稱為加層或護面銲接法 藉爆炸物產生高壓力,使兩金屬表面撞擊而結合之銲接法 優點:簡單、快速、高精度 缺點:因爆炸產生高溫,故熔點太低或強度不高的工作不能選用此法。 適用於大面積之夾層銲接,亦可用於不同金屬之銲接。
圓桿或管形材料端面摩擦熔化後,軸向加壓而完成結合之法圓桿或管形材料端面摩擦熔化後,軸向加壓而完成結合之法 可用於不同金屬或塑膠之銲接 接合圓周面產生不規則之毛邊或凸緣。 大鑽頭的高碳鋼鑽柄和高速鋼鑽身。
冷銲接: 不加溫的情況下,僅使用壓力使金屬接合之方法 僅適用於Al、Cu 、Zn、Pb與Ni等高可塑性金屬 不適用於高硬度金屬 擴散銲接受(DFW): (1)在真空或惰性氣體中,利用壓力壓合後,再加熱至熔點的0.7倍,使兩接合面彼此擴散成為一體的接合法。 (2)常用於塗層刀具和刀把之接合 (3)應用於高科技產業如:核子、太空和電子工業中。
感應銲接: 藉感應電流在兩接觸面通過產生熱。感應線圈不與銲件直接接觸,又稱為高週波銲接。
被銲金屬先加壓,再通低電壓大電流之電,由於接觸面間之電阻生熱使被銲金屬加熱成半熔化狀態而最後接合之法。被銲金屬先加壓,再通低電壓大電流之電,由於接觸面間之電阻生熱使被銲金屬加熱成半熔化狀態而最後接合之法。 最適用於薄板金屬之搭接式銲接. 常用於汽車鈑金之銲接。
理想壓痕深度為板厚20~30% 通電流後之熱量:H(卡)=0.24I2Rt=0.24VIt, 故所生之熱量受電流大小影響最大。 缺點:電極壽命短。
利用滾子電極間歇通電之方式,形成連續的點銲。利用滾子電極間歇通電之方式,形成連續的點銲。 常見於水箱、汽油桶、金屬罐之銲接。
電極採用壽命長的平板, 銲接前需先將金屬板衝出小凸點,其直徑等於板厚、高出部份約板厚之60%。 銲接面平直美觀。
(4)端壓銲接受(UW)又稱為對頭銲接 兩端先接觸後,通大電流,使材料高溫軟化,然後施壓結合。 接合處有被擠粗之現象,需再加工去除。 由於電流容量的限制,故只適用於小截面的材料。