Download
1 / 22
300 likes | 659 Views
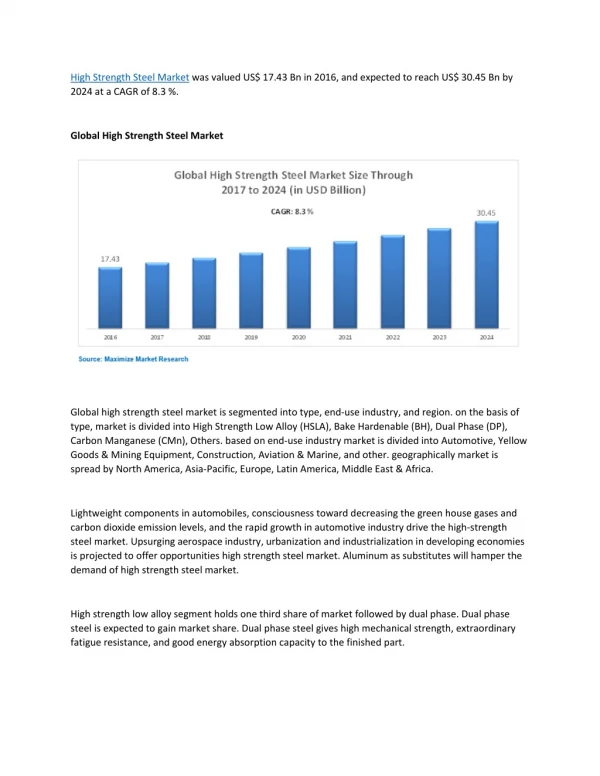
HYDROGEN EMBRITTLEMENT OF HIGH STRENGTH BOLTS. American Galvanizers Association Tom Langill October 3rd, 2012. Chemical Processes generate hydrogen Hydrogen goes into the atmosphere or diffuses into the steel Issue is trapped hydrogen – Hydrogen does not release at high temperatures

E N D
HYDROGEN EMBRITTLEMENT OF HIGH STRENGTH BOLTS American Galvanizers Association Tom Langill October 3rd, 2012
Chemical Processes generate hydrogen Hydrogen goes into the atmosphere or diffuses into the steel Issue is trapped hydrogen – Hydrogen does not release at high temperatures Trapped hydrogen starts moving at later date when part is under external stress Movement of hydrogen causes micro-cracking which expands under stress – failure Dissimilar metal interactions can generate hydrogen and cause embrittlement Hydrogen Embrittlement
Main source of hydrogen is the pickling operation Fluxing can also generate some hydrogen Temperature of the galvanizing bath drives out most hydrogen Previous work showed only steels with over 150 KSI strength trapped hydrogen Hydrogen embrittlement does not occur immediately after galvanizing Hydrogen in the Hot-Dip Galvanizing Process
ASTM A490 Bolts • High Strength Bolts – UTS 150 KSI to 173 KSI • Rockwell “C” Hardness - 33 to 39 • Practical limit is determined by Wedge Tensile Test of Bolts • Failure mode in Wedge Tensile Test is separation of bolt head from shaft • Qualification of corrosion protection systems is per Industrial Fastener Institute (IFI) Specification 144
Rotational Capacity Salt Spray Cyclic Testing Hydrogen Embrittlement Adhesion Test Paintability Coating Thickness IFI 144 REQUIREMENTS
Full size bolts tested with lubricant Tighten greater than 110% of Proof Load Skidmore-Wilhelm Tension Calibrator ¾” and 1” bolts tested Apply 35 Kips then add 5 degrees rotation Measured Torque on ¾” – 417 Ft-lbs (547 Ft-lbs maximum) Measured Tension on ¾” – 44 Kips (40 Kips minimum) ¾” bolts passed the test ROTATIONAL CAPACITY
Apply 64 Kips then add 5 degrees rotation Measured Torque for 1” – 966 Ft-lbs (1333 Ft-lbs maximum) Measured Tension for 1” – 79 Kips ( 74 Kips minimum) 1” bolts passed test ROTATIONAL CAPACITY
ASTM B117 Test Procedure 1000 Hours test duration ASTM D1654 Inspection after Testing Measure % of red rust on bolts % converted to rating number Ratings from 0 to 10 Higher number is better performer SALT SPRAY TESTING
SALT SPRAY TESTING • 10 bolts of each size – ¾” and 1” tested per B117 • Head and Body inspected separately per D1654 • For 1” Bolts - Head Rating Average = 6.3; Body Rating = 5.9 • For ¾” Bolts – Head Rating Average = 7.1; Body Rating Average = 7.3
CYCLIC TESTING • GM 9540P Test Procedure • 80 cycles duration – each cycle 24 hours • Parts inspected every 8 cycles for red rust • 5 bolts of each size tested under load • Then 5 bolts of each size tested under no load
Head and Body inspected separately per D1654 For 1” Bolts - Head Rating Average = 9.0; Body Rating = 9.0 For ¾” Bolts – Head Rating Average = 9.0; Body Rating Average = 9.0 CYCLIC TESTING
HYDROGEN EMBRITTLEMENT • Bolts harden through heat treatment to maximum allowed by A490 specification • Two tests were performed to evaluate embrittlement potential – ASTM F606 and ASTM F1624 • Tests were performed on actual galvanized A490 bolts • Bolts were mechanically cleaned and flash pickled before galvanizing
ASTM F606 Test Conditions 4 degree wedge under bolt head Tightening torque giving tensile load of 37,575 lbs for ¾” bolts = 75% UTS minimum Tightening torque giving tensile load of 68,175 lbs for 1” bolts = 75% UTS minimum Load applied for 48 hours 20x scope used to examine bolt after testing Examination found no signs of cracking Samples met the specification requirements HYDROGEN EMBRITTLEMENT
ASTM F1624 Test Conditions Rising Step Stress Bolts machined to hemisphere cross section Coated to electrically isolate galvanized steel Internal Hydrogen Embrittlement (IHE) – air Environmental Hydrogen Embrittlement (EHE) – Immersed in salt water with imposed potential of -1.15 V Perform Fast Fracture Test – No Step Stress Determine Step Rate Through Series of Tests under Rising Steps HYDROGEN EMBRITTLEMENT
Rising Step Stress Tests used to determine optimum test conditions Length of Step Time of Step Overall Test Time Step Stress Increase Optimum Condition Reached When No Further Change to Stress Value for Initiation of Cracking HYDROGEN EMBRITTLEMENT
HYDROGEN EMBRITTLEMENT • Evaluation of Hydrogen Embrittlement Potential is Stress at Cracking Divided by Fast Fracture Load • For Hot-Dip Galvanized 1” Bolts the Average Stress at Cracking was 449 lbs. • The Fast Fracture Load of 1” Bolts was 603 lbs. • The Ratio of Cracking Stress to Fast Fracture Strength is 65%
HYDROGEN EMBRITTLEMENT • Acceptance Criteria in Accordance with ASTM F519 – Minimum 60% FFS • Hot-Dip Galvanized Bolts Tested at 65% of FFS in Step Stress Testing • Bolts of 1” Diameter or Less are Not Susceptible to Hydrogen Embrittlement • Test Performed with Scribe Mark in Coating to Simulate Coating Defect
ADHESION TESTS • Test Conducted in Accordance with ASTM B571 • ASTM A153 is also Referenced in Adhesion Test • Tests using the Stout Knife Test in Accordance with A153 were Performed by RMMP Labs • Bolts of 1” and ¾” were Tested and Passed All Requirements
PAINTABILITY • Test were Conducted in Accordance with IFI 144 • 10 Bolts of Each Size (1” and ¾”) were Painted • Spray Paint was Approximately 12” from the Bolts • Three Layers of Paint were Applied • Paint Layers Dried in 1 Hour Exceeding the 48 Hour Minimum
COATING THICKNESS • Test were Conducted in Accordance with ASTM E376 • Ten Bolts of Each Size (1” and ¾”) were measured with Oxford Instruments CMI200 • 21 Measurements were Taken on Each Bolt to Insure Reproducible Results • All Measurements Exceeded the Specification Minimum of 2.1 mils.
ACTION PLAN • ASTM Just Approved a Version of IFI 144 • New Specification is ASTM F2660 • Compare Results to Requirements of F2660 • Publish Paper of Results in ASTM Materials and Characterization Journal • Request Change to ASTM A490 Specification – Allow Hot-Dip Galvanizing of A490 Bolts