Download
1 / 42
430 likes | 922 Views
Muovin ruiskuvalu Injection Moulding. Joitakin voi miellyttää joskus…. ...mutta koskaan ei voi miellyttää kaikkia. Ruiskuvalukone. Johdanto.

E N D
Joitakin voi miellyttää joskus… ...mutta koskaan ei voi miellyttää kaikkia.
Johdanto • Ruiskuvalusta on tullut nykyisin kaikkein yleisin menetelmä muokata erilaisia polymeerimateriaaleja muovituotteiksi. Ruiskuvalu sopii seuraaville polymeereille: • Kestomuovit • Kertamuovit • Elastomeerit • Kumit • Komposiitit • Solustetut muovit • Eniten käytetään erilaisia kestomuoveja
Johdanto Ruiskuvaluprosessi sisältää seuraavat vaiheet: • Plastisointi (sekoittaminen (mekaaninen työ), lämmitys) • Ruiskutus (muottipesän täyttäminen) • Jäähdytys (muottipesässä olevan materiaalin jäähdytys) • Valmiin kappaleen ulostyöntö muotista Ruiskuvaluprosessin onnistumiseen vaikuttavat tekijät ovat ennen kaikkea muovimassan lämpötila, paine, virtaavan muovimateriaalin suuntautuminen (orientaatio) ja materiaalin kutistumisominaisuudet. Ruiskuvaletut kappaleet ovat näistä ominaisuuksista johtuen epähomogeenisia ja niihin muodostuu sisäisiä jännityksiä.
Ruiskuvaluprosessi • Ruiskuvaluprosessiksi kutsutaan sitä tapahtumaketjua, missä muoviraaka-aine kulkee ruiskuvalukoneen läpi muottiin ja muuttuu valmiiksi kappaleeksi. • Ruiskuvaluprosessilla ja sen hallinnalla on merkittävä vaikutus ruiskuvalukappaleen laatuun. • Ruiskuvalujakso jaetaan useisiin vaiheisiin, jotka seuraavat toisiaan tai tapahtuvat osittain samanaikaisesti. Video
Raaka-aineen syöttö Raaka-aine syötetään joko käsin (hajautettu syöttö) tai imuputkiston avulla (keskitetty syöttö) ruiskuvalukoneen päällä sijaitsevaan syöttöyksikköön.
Raaka-aineen syöttö Syötön yhteydessä voi tapahtua myös raaka-aineen kuivaus ja sekoitus. Syöttöyksikön pääosa on syöttösuppilo, josta raaka-aine annostellaan ruiskuvalukoneen sylinteriin ruuvin pyörimisliikkeen avulla ja plastisoidaan.
Plastisointi Raaka-aine plastisoidaan lämmön ja ruuvin aiheuttaman mekaanisen energian avulla ruiskuvalukoneen sylinterissä. Voidaan myös puhua muovin sulattamisesta, mutta termi ei ole siinä mielessä täsmällinen, että kaikilla muoveilla ei ole tarkkaa sulamispistettä. Tämän vuoksi plastisointi eli massan juoksevaan olotilaan saattaminen kuvaa paremmin tätä vaihetta.
Plastisointi • Plastisoinnin tärkeimmät laadulliset tekijät ovat: • säilyttää muovin ominaisuudet mahdollisimman hyvin alkuperäisellä tasollaan niin, että polymeerin hajoamista tapahtuu mahdollisimman vähän • massan lämpötila on mahdollisimman tasainen koko ruiskutusannoksen alueella • tasainen väri-, täyte- ja lisäaineiden jakautuma • hyvä ruuvin puhdistuvuus värinvaihdon yhteydessä
Sulatusteho • Sulatustehon lisäämiseksi voidaan käyttää seuraavia keinoja: • Sylinterin lämpötilan nostaminen. • Massan liikenopeuden lisääminen, joka voidaan tehdä: • lisäämällä ruuvin nopeutta • vähentämällä kierteen tilavuutta • lisäämällä kierteen nousukulmaa • Vähentämällä sulan kalvon paksuutta sylinterin pinnassa, jolloin lämmönjohtuminen sylinteristä muovimassaan tehostuu ja samalla sulan paine kasvaa ja myös kitkan lämpöteho (barrier-ruuvi).
Ruiskutus Ruiskutusvaihe alkaa sulan ruiskutuksesta suuttimien läpi muottiin ja päättyy kun ruiskuvalukone kytkeytyy jälkipaineelle. Ruiskutuksen aikana muottipuoliskot pidetään yhdessä ja ruiskutusyksikön suutin on vasten muotin suutinta. Plastisoitu materiaali kerääntyy ruuvin pyöriessä sen eteen, josta ruuvi mäntänä toimien ruiskuttaa sen suurella nopeudella suuttimen kautta muottiin. Ruiskutus kestää sekunnin kymmenesosista muutamaan sekuntiin riippuen muovilajista, kappaleen paksuudesta ja muodosta. Ruiskutusvaiheessa täytetään muottipesän tilavuudesta n. 95%.
Jälkipaine Ruiskutuspaineen jälkeen seuraa jälkipaine, jonka tarkoituksena on kompensoida massan jähmettymisestä aiheutuvat kutistumiset. Jotta jälkipaineella olisi todellista merkitystä, täytyy käytettävissä olla sulaa massaa, jolla mainittu kutistuma voidaan kompensoida (tyyny). Jälkipaineen aikana tapahtuu muotin yksityiskohtien lopullinen täyttyminen. Jälkipaine- eli pitopainevaiheessa ruuvi liikkuu jonkin verran työntäen muovisulaa muottiin.
Jälkipaine Jos jälkipaineen vaikutus jää liian lyhyeksi tai sitä ei ole ollenkaan, on seurauksena kappaleen pinnan epätasaisuutta (imuja), kuplia ja kieroutumista. Näitä pyritään minimoimaan käyttämällä riittävän korkeata jälkipainetta ja pitkää jälkipaineaikaa.
Jäähdytys • Jäähdytysjakso alkaa heti massasulan virratessa muottiin, mukaan lukien ruiskutus- ja jälkipainejaksot ja jatkuu näiden jälkeenkin. Sen vuoksi jäähdytysjakso on yleensä ajallisesti pisin jakso ruiskuvalussa. • Koska ruiskutus- ja jälkipainevaiheet sisältyvät jäähdytysjaksoon, ne vaikuttavat myös ruiskuvalukappaleen jäähdytykseen. • Jäähtymiseen kuluva aika riippuu käytetystä materiaalista, kappaleen seinämänpaksuuksista ja muotin lämmönsiirtokyvystä. • Jähmettymisen tulisi tapahtua tasaisesti, jotta saataisiin huokoseton ja jännityksetön kappale.
Jäähdytys • Jäähdytys jatkuu vielä jälkipaineen loppumisen jälkeen, koska halutaan varmistua, että kappale pysyy mahdollisimman hyvin niissä muodoissa ja mitoissa, mitkä muottipesä on sille antanut. • Kappale poistetaan muotista vasta, kun se on riittävän jäykkä ja muodonmuutoksen vaara on ohi. • Jäännösjännityksillä on huomattava merkitys kappaleen käyttökelpoisuuteen: • Mitanpitävyyteen • Mekaaniseen lujuuteen • Kemikaalien kestävyyteen
Jäähdytys Kiteiden syntyminen ja kasvu jäähdytyksen aikana.
Muotista poisto Kun kappale on tarpeeksi jähmettynyt ja luja kestämään ulostyönnön, sulkuyksikkö aukaisee muotin ja kappale työnnetään ulos siitä muottipuolikkaasta, johon se avauksessa on jätetty. Kappale halutaan yleensä jättää liikkuvaan muottipuolikkaaseen, koska ulostyöntömekanismi sijaitsee koneen liikkuvassa muottipöydässä. Kun ruiskuvalukappale on poistettu muotista, se tulee aivan toisenlaiseen ympäristöön kuin muotissa oli. Muotissa kappaletta ympäröivät muotin seinämät ja kutistuminen on osin mekaanisesti ohjattua. Kappale ei pääse taipumaan tai kieroutumaan ja siten myöskään jälkipaineen aiheuttamat sisäiset jännitykset eivät pääse purkautumaan.
Muotista poisto • Ulostyönnön tulee tapahtua niin, että: • kappale pysyy ehjänä • siihen ei jää pysyviä merkkejä • ulostyöntörasitukset jakautuvat tasaisesti kappaleeseen • kappale on mahdollista pudottaa, poistaa käsin tai robotilla muotista. • Kappaleissa tulisi olla aukeamissuuntaan päästöä ulostyönnön helpottamiseksi. Normaali päästövaatimus on 0,5 – 1 astetta.
Laadunvalvonta • Laadunvalvonta suoritetaan vielä suurimmaksi osaksi valmistetusta kappaleesta, mutta ollaan siirtymässä menetelmiin, joiden avulla kappaleen laatu pyritään määrittämään jo ennen muotin avaamista. • Tilastollisia menetelmiä ovat esimerkiksi: • Six sigma • SPC (Statistical Process Control) • neuroverkot • sumea logiikka.
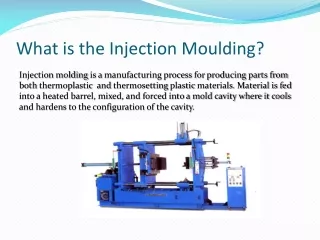
Ruiskuvalukone • Ruiskuvalukoneen tehtävät ovat: • muotin avaus- ja sulkuliikkeiden toimittaminen • sulkuvoiman muodostaminen • uuden muoviraaka-aineannoksen annostelu • plastisoiminen • raaka-aineen ruiskuttaminen muottiin.
Ruiskuvalukone Ruiskuvalukoneet voidaan jakaa mekaanisiin, hydraulisiin, sähköhydraulisiin ja sähkökoneisiin. Koneet luokitellaan myös sulkuvoiman, ruiskutuspaineen tai ruuvikoon mukaan. Tavallisesti koneitten edelle mainitut arvot liikkuvat alueilla: Sulkuvoima 200 - 100 000 kN Ruiskutuspaine 120 - 250 MPa Ruuvin halkaisija 18 - 120 mm
Ruiskuvalukone • Ruiskuvalukoneeseen kuuluu seuraavat osat: • syöttöyksikkö • ruiskutusyksikkö • sulkuyksikkö • käyttöyksikkö • ohjausyksikkö • muotti, joka ei ole varsinaisesti koneen osa, mutta ilman muottia ei koneella tee mitään.
Ruiskuvalukone Syöttöyksikkö Syöttöyksikön tehtävänä on syöttää raaka-aine ruiskutusyksikköön. Tähän liittyen syöttöyksikköön on monesti liitetty raaka-aineen kuivaus ja mahdollisesti erilaisia väri yms. aineiden syöttimiä ja sekoittimia.
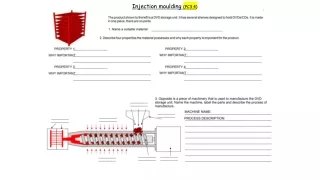
Sylinteri Raaka-aineet ja ruuvin liike kuluttavat sylinteriä. Se valmistetaan tästä syystä melko kovasta metallista tai pinnoitetaan sopivalla kovapinnoitteella tai kemiallista kestävyyttä lisäävällä pinnoitteella. Ruuvi ja sylinteri pinnoitetaan samalla aineella. Sylinterin pinnan kitkan täytyy kuitenkin olla ruuvin pinnan kitkaa suurempi, jotta ruuvi pystyy kuljettamaan muovimateriaalia. Ruiskutusyksikön lämmitysjärjestelmässä tarvittavat lämmitysvastukset ja termoelementit kiinnitetään sylinteriin.
Ruuvi • Ruuvin tehtävänä on kuljettaa muoviraaka-ainetta eteenpäin, sulattaa ja sekoittaa raaka-aine tasaiseksi massaksi sekä toimia "mäntänä" ruiskutuksen yhteydessä. • Ruuvi jaetaan kolmeen vyöhykkeeseen: • syöttö-, • kompressio- (paineistus) • homogenointivyöhykkeeseen.
Ruuvi • Syöttövyöhykkeen tehtävänä on raaka-aineen kuljettaminen ja tiivistäminen. • Kompressiovyöhykkeen tehtävänä sen sulattaminen. • Homogenointivyöhykkeellä sulatettu massa sekoitetaan mahdollisimman tasalaatuiseksi. • Sulamiseen tarvittava energia syntyy pääasiassa raaka-ainepartikkelien esim. granulaattien hankautuessa toisiinsa ja sylinterien seinämiä vasten. Hankauksessa partikkeleihin kohdistuu leikkaavia voimia. Samalla vapautuu energiaa.
Sulkuventtiili Ruuvin päässä on sulkuventtiili, jonka avulla ruuvi voi toimia massan annostelijana tai ruiskutuksessa mäntänä.
Suutin Suuttimen geometria vaikuttaa suuresti sulan materiaalin virtaukseen ruiskutuksen aikana ja siten myös valetun tuotteen ominaisuuksiin. Eri materiaaleja varten on olemassa omat suutingeometriansa. Suutin voi olla avoin tai sulkumekanismilla varustettu. Sulkumekanismilla varustettuja suuttimia käytetään juokseville materiaaleille. Näin vältytään materiaalin vuotamiselta tai suuttimen ja muotin kanavien tukkeutumiselta.
Lämmitysjärjestelmä Ruiskutusyksikön sylinterin lämmitykseen käytetään yleensä sähköisiä pantalämmittimiä. Lämmittimiä on yleensä kolme tai neljä jakaen sylinterin eri lämmityslohkoihin. Yksi lämmitin on suutinta varten. Joidenkin arkojen muovien ruiskuvalussa käytetään öljyllä toimivaa lämmitinjärjestelmää.
Sulkuyksikkö • Sulkuyksikön tehtävänä on saada aikaan muotin aukaisu- ja sulkuliikkeet sekä muodostaa tarvittava sulkuvoima. • Sulkuyksiköt voidaan jakaa mekaanisiin, hydraulisiin ja mekaanis-hydraulisiin sulkuyksiköihin. • Sulkuyksikkö on koneen kookkain osa. Sen fyysistä kokoa kuvaavat seuraavat mitat: • Pituus 1-20 m • Leveys 0,5-5 m • Korkeus 0,5-5 m
Käyttöyksikkö Hydraulinen käyttöyksikkö muodostuu hydraulipumpuista, -akuista, sähkömoottoreista ym. hydraulijärjestelmäosista. Sähkökoneissa vastaavia osia ovat servomoottorit ja voimanvälitysosat. Käyttöyksikön tehtävänä on suorittaa koneen liikkeet ja toiminnot. Lisäksi se huolehtii liikkeiden tuottamiseen tarvittavan energian saannista siten, että esimerkiksi kaikissa hydraulilaitteissa on riittävästi hydraulienergiaa.
Ohjausyksikkö Ohjausyksikkö on ruiskuvalukoneen sydän. Se huolehtii koneen ohjaamisesta ja säätämisestä. Ohjausyksikkö antaa esimerkiksi käskyt ruiskuttaa ja sulkea muotti. Lisäksi se tarkkailee erilaisten prosessiparametrien arvoja. Nykyaikaisissa mikroprosessoriohjatuissa koneissa tämä tapahtuu varsin automaattisesti. Prosessori laskee tarvittavia prosessi- ja säätöarvoja. Ohjausyksikköön voidaan tallentaa työstöarvoja eri kappaleille ja materiaaleille. Tiedot voidaan tulostaa paperille tai lähettää eteenpäin, esimerkiksi keskitettyyn tuotannonohjausjärjestelmään. Tulevaisuudessa ohjausyksiköt automatisoituvat vielä nykyistä pitemmälle. Ne kykenevät säätämään koko konetta itsekseen.
Muotti • Ruiskuvalumuotin perustehtävät ovat: • Massasulan juoksukanavana toimiminen • Kappaleen muotoaminen • Jäähdyttäminen • Massasula jähmettäminen kiinteään muotoon • Kappaleen työntäminen ulos muotista • Tehtävät asettavat muotille tiettyjä vaatimuksia: • Muotin täytyy kestää suuria massan paineita • kestää ruiskuvalukoneen sulkuvoiman aiheuttamat rasitukset • kestää terminen väsymin • sen täytyy aueta helposti muottipöydän avausliikkeellä • kohdistaa muottipuoliskot tarkasti toisiinsa muotin sulkeutuessa.
Muotin osat ja toiminta http://www.tut.fi/plastics/tyreschool/tuula/Ruiskuvalu/suomi/ruiskuvalukone/6/index.html
Lähde http://www.tut.fi/plastics/tyreschool/tuula/Ruiskuvalu/suomi/frontpage.html