Download
1 / 26
260 likes | 714 Views
第二节 电弧焊. 一、焊条电弧焊(手弧焊). 焊条电弧焊是手工操纵焊条,利用焊条与被焊工件之间产生的电弧热量将焊条与工件接头处熔化,冷却凝固后获得牢固接头的焊接方法。. 36% Q. 43% Q. 直流电源. 一、焊条电弧焊(手弧焊). 1、焊接电弧. 定义:在 电极与工件 之间的气体介质长时间的放电现象,即在局部气体介质中有大量电子流通过的导电现象。. 阴极区 指电弧紧靠负电极的区域。. 阳极区 指电弧紧靠正电极的区域,比阴极区宽。. 弧柱区 是指电弧阴极区和阳极区之间的部分。. 只有65-80%的热量用于加热和熔化金属。. 焊条电弧焊焊接过程.

E N D
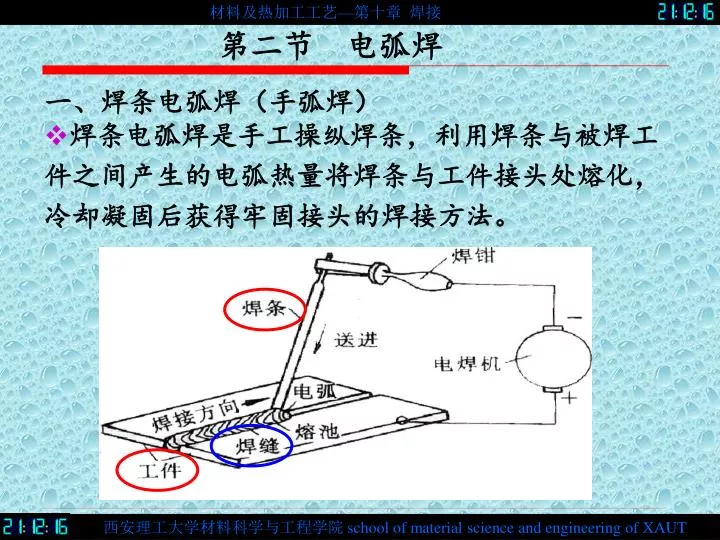
第二节 电弧焊 一、焊条电弧焊(手弧焊) • 焊条电弧焊是手工操纵焊条,利用焊条与被焊工件之间产生的电弧热量将焊条与工件接头处熔化,冷却凝固后获得牢固接头的焊接方法。
36%Q 43%Q 直流电源 一、焊条电弧焊(手弧焊) • 1、焊接电弧 定义:在电极与工件之间的气体介质长时间的放电现象,即在局部气体介质中有大量电子流通过的导电现象。 阴极区指电弧紧靠负电极的区域。 阳极区指电弧紧靠正电极的区域,比阴极区宽。 弧柱区是指电弧阴极区和阳极区之间的部分。 • 只有65-80%的热量用于加热和熔化金属。
焊条电弧焊焊接过程 一、焊条电弧焊(手弧焊) • 2、焊条电弧焊的焊接过程 • 电弧热使工件和焊条熔化形成熔池;使药皮分解、燃烧和熔化,形成大量保护气体和熔渣保护焊缝。 • 移动电弧,形成新的熔池,原先的熔池冷却形成焊缝。
正接与反接(采用交流弧焊机时,不存在此问题 ) 由于阳极区温度比阴极区高,故采用直流弧焊机焊 接时,有两种接线方法,即正接或反接。 正接:有利于加快焊件熔化,保证足够的熔深,适用 于焊接较厚的工件。 反接:适用于焊接有色金属及薄钢板,以免烧穿焊件。
焊条直径最小1.6mm,最大8mm 焊芯的作用: 1)导电; 2)作为填充金属; 3)添加合金元素。 3、电焊条 由焊芯和药皮(涂料)组成
3、电焊条 焊芯的牌号及成分 焊丝的牌号:“H××元素符号×符号”,其中H表示焊接用钢丝,××表示钢丝中平均含碳量的万分之几,元素符号表钢丝中的合金元素,×表示合金元素的百分含量,小于1%不标出,最后符号表示其质量,A表示优质,E表示高级优质。H08MnA
3、电焊条 焊接药皮(涂料)的作用及成分 (1)改善焊接工艺性能—易于引弧,减少飞溅; (2)稳弧作用--使电弧稳定燃烧 (3)机械保护作用—产生熔渣和气体,隔绝空气; (4)冶金处理作用—脱氧、去氢、去硫,渗合金。
3、电焊条 焊条的种类、牌号及型号 1) 焊条的分类: (1)按用途分可分为:碳钢焊条,低合金钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铝及铝合金焊条、铜及铜合金焊条,特殊用途焊条等。 (2)按熔渣性质分可分为:酸性焊条和碱性焊条 • 碱性焊条适用于裂纹倾向大的,塑性韧性要求 高的重要结构,如锅炉压力容器和桥梁船舶等。 • 酸性焊条常用于一般钢结构件的结构。
3、电焊条 焊条的种类、牌号及型号 • 酸性焊条工艺性好,而碱性焊条工艺性差。碱性焊条中有益元素多,能使焊接接头力学性能提高。 • 碱性焊条中因不含有机物,也称低氢型焊条。可以提高焊缝金属的抗裂性。 • 碱性焊条氧化性强,对锈、油、水的敏感性大,易产生飞溅和CO气孔。 • 碱性焊条在高温下,易生成较多的有毒物质(HF等),因而应注意通风。 • 碱性焊条价格高于酸性焊条。
3、电焊条 焊条型号 焊条型号是国家标准规定的代号。 碳钢焊条的型号见 GB5117—85, 如E4303、E5015、E5016 • 其中: • E表示焊条; • 前两位数字:焊缝金属的抗拉强度,单位为10MPa; • 第三位数字:焊条的焊接位置,0、1表示焊条全位置 可用;2表示适用于平焊及平角焊;4表 示适用于向下立焊。 • 三、四位数字组合:焊接电流种类和药皮类型, • 如03:钛钙型药皮,交流或直流正、反接。
焊接的空间位置示意图 平焊 横焊 立焊 仰焊 焊条药皮类型及焊接电源种类编号 3、电焊条 焊条型号
3、电焊条 焊条牌号 • 焊条牌号是焊条行业统一的代号; • 焊条牌号一般用大写拼音字母和三位数字表示; • 如:J422、J507 、A022等 • 其中拼音字母表示:焊条的大类。A-奥氏体不锈钢焊条,J-结构钢焊条,Z-铸铁焊条 • 前两个数表示:各大类中若干小类; • 最后一位数字表示:药皮类型和电流种类。 • 举例:J422表示焊缝金属抗拉强度不低于420 MPa, • 药皮类型为氧化钛钙型,电源为直流或交流 • 电源的电焊条。
3、电焊条 焊条的选用原则 1)等强度原则:即选用与母材同强度等级的焊条。 2)同成分原则:即按母材化学成分选用相应成分的焊条。 3)抗裂纹原则:焊接刚度大,形状复杂,使用中承受动载荷的结构时,应选用抗裂性好的碱性焊条。 4)抗气孔原则:焊接受焊接工艺条件的限制时,应选用抗气孔能力强的酸性焊条。 5)低成本原则:在满足使用要求的前提下,尽量选用工艺性能好、低成本、高效率的焊条。 • 例:16Mn ,抗拉强度520 Mpa , 可选用E5003 (J502),E5015 (J507),E5016 (J506)。
埋弧焊自动焊接过程示意图 二、埋弧自动焊 埋弧自动焊:是指利用连续送进的焊丝在焊剂层下产生电弧而自动进行焊接的方法。又称焊剂层下自动电弧焊,简称埋弧焊。
焊接材料--焊丝与焊剂 • 焊丝:焊接专用钢丝,同焊条的焊芯同属一个国准。 (1)作为电极和填充金属; (2)渗合金、脱氧、去硫等冶金处理作用。 作用: 焊丝直径1.6~6mm; 焊丝在焊前应进行仔细清理,去除铁锈和油污等杂质,以防产生气孔等缺陷。
低锰焊剂 无锰焊剂 熔炼焊剂 高锰焊剂 中锰焊剂 • 具有颗粒强度高,化学成分均匀,不宜吸潮等优点 烧结焊剂 • 用矿石、铁合金、粘接剂按一定比例配置成颗粒 状,高温烧结而成,宜渗合金,但强度低宜吸潮。 焊接材料--焊丝与焊剂 • 焊剂的作用: (1)保护作用;焊剂熔化产生气和渣,保护电弧和熔池。 (2)脱氧和渗合金作用。 • 焊剂的分类:
焊剂牌号:“焊剂(HJ)×××” 第一位数字表示焊剂中氧化锰的含量;第二位数字表示焊剂中二氧化硅,氟化钙的含量,第三位数字表示同一类型焊剂的不同牌号 。
坡口形式 埋弧自动焊工艺 • 仔细下料、准备坡口、装配、点固; • 焊缝两侧50-60 mm清洁; 用于平焊,对接,T字型接头长直焊缝; 件厚<20 mm不开坡口,单面焊; >20 mm双面焊,或开坡口单面焊; • 加引弧、引出板;用手弧焊封底工艺;
埋弧自动焊工艺 一般偏离距离a为20~40mm,直径小于250 mm的环缝一般不采用埋弧自动焊。
焊弧区保护 严密,气体 、杂质易浮 出 焊接电流大 焊丝连续 中、薄件 接头不开 坡口 弧光不 外泄 设备贵(自动焊机),只能平焊 应用:① 较大批量、长直焊缝、大直径环缝>ф500mm ② 低碳钢,低合金钢,厚板6-60,最适于20-40mm
三、气体保护焊 定义:利用某种外加气体作为电弧保护介质的一种电弧焊方法,称为气体保护电弧焊,简称气体保护焊。 • 气体保护焊的分类: (1)按电极材料的不同分: 不熔化极(钨棒作电极)和熔化极(焊丝作电极) (2)按操作方法的不同分: 手工、半自动和自动的三种。 • 保护气体通常有两种: • 惰性气体(Ar和N2)和活性气体(CO2)。 • 气体保护焊中应用较多的是氩弧焊和CO2气体保护焊。
不熔化极氩弧焊(钨极) 1.根据电极材料不同 熔化极氩弧焊 一)氩弧焊 以氩气作为保护气体的气体保护焊。 氩弧焊的分类: 2.按照操作方法不同分,可分为手工、半自动和自动
一)氩弧焊 • 特点: (1)惰性Ar气保护,适用各种合金钢、易氧化有色金 属、锆、钽、钼等金属(可焊材料广); (2)Ar气透明,明弧,操作方便,易全焊位; (3)焊速快,生产率↑高,HAZ↓、变形↓; (4)焊缝质量较高; (5)设备复杂,直流电源,Ar气贵,成本高。 • 应用: 由于氩气价格贵,目前仅用于焊接可焊性较差的金属.如:铝、镁、钛等合金以及有些重要合金。
二)CO2气体保护焊 • CO2气体保护焊:利用CO2作为保护气体的一种熔化极电弧焊。 • 除保护气体为CO2外,工艺过程、方法与熔化极氩(Ar)弧焊相似。 • 明弧 但CO2为氧化性气体 CO2→CO + O,使焊缝的含氧量增加,易造成气孔和强烈飞溅。
CO2气体保护焊的特点 对>30mm厚件不能焊;适合于薄板焊接;不宜焊接有色金属和合金钢 热影响 区小,变形 小
