Download
1 / 45
450 likes | 558 Views
1. IT9. 6.3 ~ 3.2. 2. IT3-7. 1.6 ~ 0.8. 3. IT8-6. 0.8 ~ 0.2. 4. ITl0-8. 6.3 ~ 1.6. 5. IT7-6. 0.8 ~ 0.1. 6. IT7. 0.8 ~ 0.2. 7. IT7-6. 0.4-0.02. 8. IT9-7. 0.8 ~ 0.2. 9. IT5 以上. 0.1 ~ 0.006. 高精度平面. 平面加工方案及其选择.

E N D
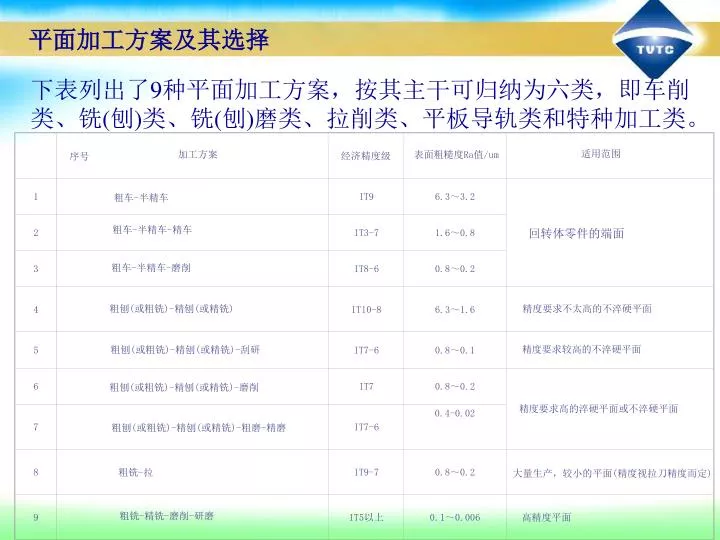
1 IT9 6.3~3.2 2 IT3-7 1.6~0.8 3 IT8-6 0.8~0.2 4 ITl0-8 6.3~1.6 5 IT7-6 0.8~0.1 6 IT7 0.8~0.2 7 IT7-6 0.4-0.02 8 IT9-7 0.8~0.2 9 IT5以上 0.1~0.006 高精度平面 平面加工方案及其选择 下表列出了9种平面加工方案,按其主干可归纳为六类,即车削类、铣(刨)类、铣(刨)磨类、拉削类、平板导轨类和特种加工类。 适用范围 加工方案 表面粗糙度Ra值/um 经济精度级 序号 粗车-半精车 粗车-半精车-精车 回转体零件的端面 粗车-半精车-磨削 粗刨(或粗铣)-精刨(或精铣) 精度要求不太高的不淬硬平面 精度要求较高的不淬硬平面 粗刨(或粗铣)-精刨(或精铣)-刮研 粗刨(或粗铣)-精刨(或精铣)-磨削 精度要求高的淬硬平面或不淬硬平面 粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨 粗铣-拉 大量生产,较小的平面(精度视拉刀精度而定) 粗铣-精铣-磨削-研磨
刨削与插削 刨床与插床
铣床 铣削 卧式升降台铣床
3.磨平面 ① 磨平面方法有周磨法和端磨法两种。前者加工精度高,Ra值小,但生产率较低;后者生产率较高,但加工精度略低,Ra值略大 ② 周磨法多用于单件小批生产,也可用于大批大量生产;端 磨法多用于大批大量生产中磨削精度要求不太高的平面
3) 研磨平面 说明: 研磨平面一般在精磨之后进行。手工研磨平面时,研磨剂涂在研磨平板(研具)上,手持工件作直线往复运动或“8”字形运动。研磨一定时间后,将工件调转90°~180°,以防工件倾斜。对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持研具进行研磨。批量较大的简单零件上的平面亦可在平面研磨机上研磨。
5.研磨的工艺特点及应用 ① 设备简单,精度要求不高。 ② 加工质量可靠。可获得很高的精度和很低的Ra值。但一般 不能提高加工面与其他表面之间的位置精度。 ③ 可加工各种钢、淬硬钢、铸铁、铜铝及其合金、硬质合金、 陶瓷、玻璃及某些塑料制品等。 ④ 研磨广泛用于单件小批生产中加工各种高精度型面,并可 用于大批大量生产中。
四、刮削 说明: ① 刮削是用刮刀在已加工表面上 刮去微量金属,以提高形状精 度和配合面之间配合精度的一 种刀具精密加工方法。
② 刮削的精度高,方法简单,质量可靠。Ra值可达0.8~0.4m , 甚至0.2 m ,直线度可达0.01mm/m。 ③ 刮削后的表面有利于贮存润滑油,使滑动配合表面有良好的 润滑条件。刮削过程有一定压光作用,可提高工件的耐磨性。 ④ 刮削劳动强度大,操作技术要求高,生产率低。 ⑤ 刮削多用于单件小批生产以及修理工作中加工导轨平面、标 准平板、平尺及滑动轴承的工作面等;还用于修饰加工,以 增加机械设备的美观程度。
一、概述 平面是箱体类零件、盘类零件的主要表面之一,平面加工的技术要求包括:平面本身的精度(例如直线度、平面度),表面粗糙度,平面相对于其他表面的位置精度(例如平行度、垂直度等)。 加工平面的方法很多,常用的有铣、刨、车、拉、磨削等方法。其中铣平面是平面加工应用最广泛的方法。
端铣 端铣 周铣 周铣 1.铣削方式 铣削方式 顺铣 逆铣
由于端铣的加工质量和生产效率比周铣高,在大批量生产中端铣比周铣用得多。周铣可使用多种形式的铣刀,能铣槽、铣成形表面,并可在同一刀杆上安装几把刀具同时加工几个表面,适用性好,在生产中用得也比较多。由于端铣的加工质量和生产效率比周铣高,在大批量生产中端铣比周铣用得多。周铣可使用多种形式的铣刀,能铣槽、铣成形表面,并可在同一刀杆上安装几把刀具同时加工几个表面,适用性好,在生产中用得也比较多。 顺铣 和逆铣 各有特点,应根据加工的具体条件合理选择。 图 图
(1)从切屑截面形状分析 (2)从工件装夹可靠性分析 (3)从工作台丝杆、螺母间隙分析 逆铣 顺铣
端铣时,铣刀刀齿切入切出工件阶段会受到很大的冲击。在刀齿切入阶段,刀齿完全切入工件的过渡时间越短,刀齿受到的冲击越大。刀齿完全切入工件时间的长短与刀具的切入角有关,切入角越小,刀齿全部切人工件的过渡时间越短,刀齿受到的冲击就越大,切入角趋于0时是最不利的情况。从减小刀齿切入工件时受到的冲击考虑,不对称铣比对称铣较为有利。端铣时,铣刀刀齿切入切出工件阶段会受到很大的冲击。在刀齿切入阶段,刀齿完全切入工件的过渡时间越短,刀齿受到的冲击越大。刀齿完全切入工件时间的长短与刀具的切入角有关,切入角越小,刀齿全部切人工件的过渡时间越短,刀齿受到的冲击就越大,切入角趋于0时是最不利的情况。从减小刀齿切入工件时受到的冲击考虑,不对称铣比对称铣较为有利。
三面刃铣刀 圆柱形铣刀 面铣刀 锯片铣刀 键槽铣刀 立铣刀 模具铣刀 角度铣刀 成型铣刀 2.铣刀及其几何角度 铣刀的种类:
圆柱形铣刀 (1)圆柱形铣刀的结构 刀齿排列在刀体圆周上的铣刀称为圆柱形铣刀。它的结构形式分为由高速钢制造的整体圆柱形铣刀和镶焊硬质合金刀片的镶齿圆柱形铣刀。圆柱形铣刀一般采用螺旋刀齿,以提高切削工作的平稳性。
(2)面铣刀的结构 面铣刀的刀齿排列在刀体端面上,硬质合金面铣刀是加工平面的最主要刀具。 焊接夹固式面铣刀结构如 图 机夹可转位面铣刀结构如 图
(3)铣刀的几何角度 圆柱铣刀和面铣刀是铣刀的基本形式,给出了这两种刀具的几何角度
1)前角 及 铣刀前角在正交平面P。中测量。为了便于铣刀制造和测量,圆柱形铣刀还要标注法平面Pn内的法前角。 2)后角 铣刀后角在正交剖面P。中测量。 3)刃倾角 铣刀的刃倾角是主切削刃和基面之间的夹角,在切削平面Ps中测量。圆柱形铣刀的刃倾角就是刀齿的螺旋角 。
3.铣削的工艺特点及应用范围 由于铣刀是多刃刀具,刀齿能连续地依次进行切削,没有空程损失,且主运动为回转运动,可实现高速切削,故铣平面的生产效率一般都比创平面高。 由于铣平面的生产率高,在大批大量生产中铣平面已逐渐取代了刨平面。因为刨平面不能获得足够的切削速度,有色金属材料的平面加工几乎全部都用铣削。
三、复杂曲面加工 如螺旋桨的表面,涡轮叶片表面,复杂模具型腔面等,其表面形状比较复杂,不能用基本立体要素(例如棱柱、棱锥、球等)描述,通常称之为复杂曲面。 复杂曲面的切削加工方法主要有仿形铣和数控铣两种,使用的刀具一般是头部为圆形的球头铣刀。
