Download
1 / 1
10 likes | 111 Views
Soluable Wax Melter for MPI Systems Senior Design Project 13651 Team Members : Michael Blachowicz (ME), Valentina Mejia(ME), Rachael Hamilton( ChE ), Sean Sutton( ChE ), Alex Kibbe (EE), Jonathan Waldron (EE) Team Guide: Mike Zona Customer: MPI Systems

E N D
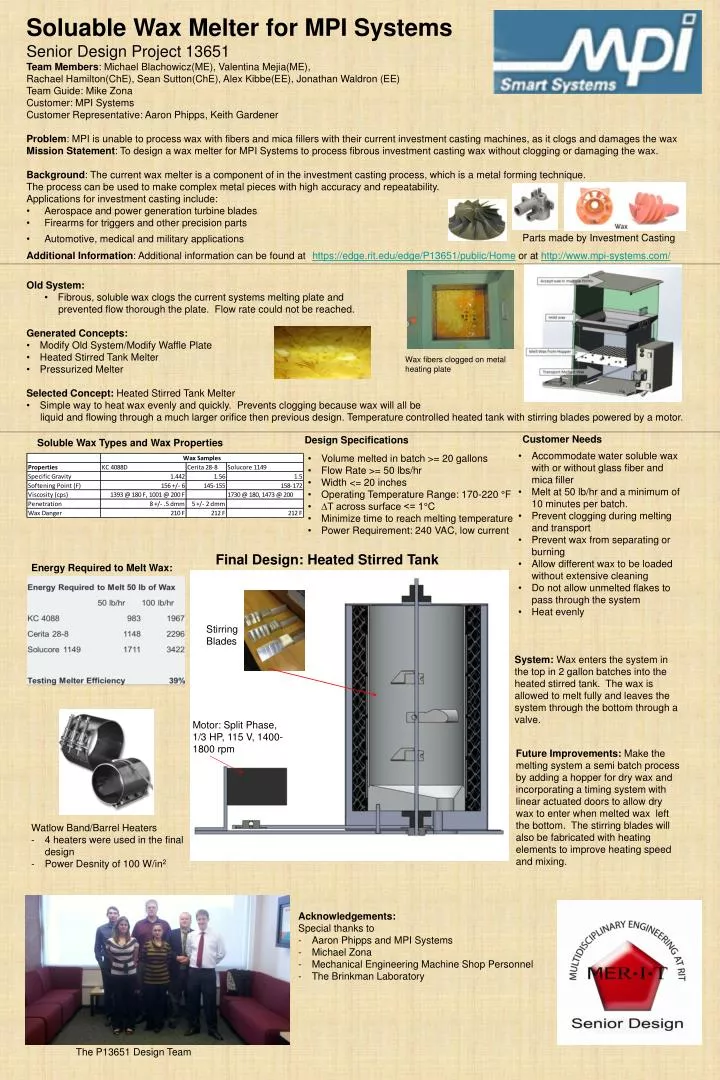
Soluable Wax Melter for MPI Systems • Senior Design Project 13651 • Team Members: Michael Blachowicz(ME), Valentina Mejia(ME), • Rachael Hamilton(ChE), Sean Sutton(ChE), Alex Kibbe(EE), Jonathan Waldron (EE) • Team Guide: Mike Zona • Customer: MPI Systems • Customer Representative: Aaron Phipps, Keith Gardener • Problem: MPI is unable to process wax with fibers and mica fillers with their current investment casting machines, as it clogs and damages the wax • Mission Statement: To design a wax melter for MPI Systems to process fibrous investment casting wax without clogging or damaging the wax. • Background: The current wax melter is a component of in the investment casting process, which is a metal forming technique. • The process can be used to make complex metal pieces with high accuracy and repeatability. • Applications for investment casting include: • Aerospace and power generation turbine blades • Firearms for triggers and other precision parts • Automotive, medical and military applications • Additional Information: Additional information can be found at https://edge.rit.edu/edge/P13651/public/Home or at http://www.mpi-systems.com/ Parts made by Investment Casting • Old System: • Fibrous, soluble wax clogs the current systems melting plate and • prevented flow thorough the plate. Flow rate could not be reached. • Generated Concepts: • Modify Old System/Modify Waffle Plate • Heated Stirred Tank Melter • Pressurized Melter • Selected Concept: Heated Stirred Tank Melter • Simple way to heat wax evenly and quickly. Prevents clogging because wax will all be • liquid and flowing through a much larger orifice then previous design. Temperature controlled heated tank with stirring blades powered by a motor. Wax fibers clogged on metal heating plate Customer Needs Design Specifications Soluble Wax Types and Wax Properties • Accommodate water soluble wax with or without glass fiber and mica filler • Melt at 50 lb/hr and a minimum of 10 minutes per batch. • Prevent clogging during melting and transport • Prevent wax from separating or burning • Allow different wax to be loaded without extensive cleaning • Do not allow unmelted flakes to pass through the system • Heat evenly • Volume melted in batch >= 20 gallons • Flow Rate >= 50 lbs/hr • Width <= 20 inches • Operating Temperature Range: 170-220 °F • ∆T across surface <= 1°C • Minimize time to reach melting temperature • Power Requirement: 240 VAC, low current Final Design: Heated Stirred Tank Energy Required to Melt Wax: Stirring Blades System: Wax enters the system in the top in 2 gallon batches into the heated stirred tank. The wax is allowed to melt fully and leaves the system through the bottom through a valve. Motor: Split Phase, 1/3 HP, 115 V, 1400-1800 rpm Future Improvements: Make the melting system a semi batch process by adding a hopper for dry wax and incorporating a timing system with linear actuated doors to allow dry wax to enter when melted wax left the bottom. The stirring blades will also be fabricated with heating elements to improve heating speed and mixing. • Watlow Band/Barrel Heaters • 4 heaters were used in the final design • Power Desnity of 100 W/in2 • Acknowledgements: • Special thanks to • Aaron Phipps and MPI Systems • Michael Zona • Mechanical Engineering Machine Shop Personnel • The Brinkman Laboratory The P13651 Design Team