Download
1 / 30
320 likes | 643 Views
5 曲柄压力机模锻. 5 . 1 曲柄压力机模锻 特点及其应用范围 (1) 工作原理及过程 工作过程: 按顺序1-2-3-4-56-8-9-10进行模锻。. 连杆工作原理图. (2)系统构成 工作系统: 称曲柄连杆机构。它由 曲轴、连杆、滑块 等零件组成,其作用是将曲柄的旋转运动转变为滑块的直线往复运动,由滑块带动模具工作。 传动系统: 包括 齿轮传动、皮带传动 等机构,起能量传递作用和速度转换作用。 操纵系统: 包括 离合器、制动器 等零部件,用以控制工作机构的工作和停止。 能源系统: 包括 电动机、飞轮 。

E N D
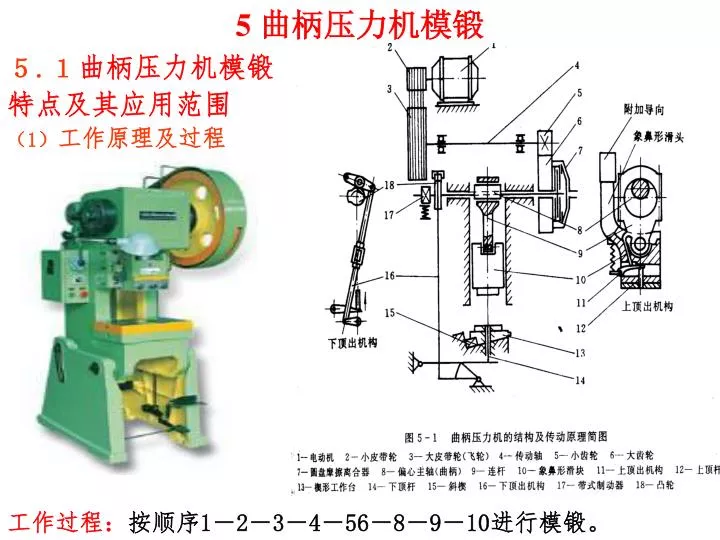
5 曲柄压力机模锻 5.1曲柄压力机模锻 特点及其应用范围 (1)工作原理及过程 工作过程:按顺序1-2-3-4-56-8-9-10进行模锻。
(2)系统构成 工作系统:称曲柄连杆机构。它由曲轴、连杆、滑块等零件组成,其作用是将曲柄的旋转运动转变为滑块的直线往复运动,由滑块带动模具工作。 传动系统:包括齿轮传动、皮带传动等机构,起能量传递作用和速度转换作用。 操纵系统:包括离合器、制动器等零部件,用以控制工作机构的工作和停止。 能源系统:包括电动机、飞轮。 支撑部分:主要指机身,它把压力机所有部分连接成一个整体。 辅助系统:如润滑系统、保护装置等。
(3)设备特点: 1.工作时震动小、噪音小,劳动条件好,操作安全,对厂房要求比锤上模锻低。 2.具有导向机构,设备精度高。 3.楔形工作台,可以调节锻压机闭合高度,可以避免闷车事故。 4.具有自动顶出机构,取料方便,易实现自动化、机械化。 5.设备造价高,锻压机的行程和压力不易任意调节,不适应拔长、滚挤等制坯。 6.加热质量高,模具或设备操作不当,会闷车。
(4)模锻工艺特点: 1.锻件尺寸稳定,精度高。机架结构封闭,刚性大。 2.金属变形均匀、深而透,流线分布合理,锻造时只需锻压一次,金属墩粗能力强,压入变形能力弱,型槽深处不易充满。 与锤上模锻充型区别
3.锻件容易产生较大毛边。金属变形时水平方向流动比锤上模锻剧烈,锻件在上下模变形差别小。3.锻件容易产生较大毛边。金属变形时水平方向流动比锤上模锻剧烈,锻件在上下模变形差别小。 4.对变形速度敏感的低塑性材料成型有利。 (5)适应范围: 1.要求精度高,大批量连续生产和高生产率的模锻件。 2.多工步,多模膛,形状比较复杂的锻件。 3.各类热挤压、温挤压和多向模锻。
5-2 锻件图设计 一、分模位置的选择 1.对于杆形和环形锻件可竖起分模,分模面可取在最大截面上。 分模 分模优点:毛边体积小。可锻深孔。用挤压、墩粗替代拔长、滚挤。
2.形状较复杂的长轴、弯曲类锻件分模面与锤上模锻,以纵向最大剖面分模。2.形状较复杂的长轴、弯曲类锻件分模面与锤上模锻,以纵向最大剖面分模。 二、余量与公差 和压力机吨位有关。与锤上模锻相比余量和公差相应减少。余量小30~50%,公差小一个等级。 曲柄压力机模锻件公差及其余量
三、锻模斜度、圆角半径、冲孔连皮 锻模斜度:无顶出机构时与锤上模锻相同。有顶出结构时斜度可显著的减少。 曲柄压力机模锻斜度(º) 圆角半径:和锤上模锻相比,圆角半径要增加。 冲孔连皮:设计同锤上模锻。
第一类 5-3 变形工步、工步图设计及坯料尺寸确定 一、锻件变形工步的选择 直接终锻 墩粗后终锻 墩粗、预锻、终锻 杆部墩粗、预锻、终锻 冲孔、预锻、终锻 第二类 头部冲孔、预锻、终锻 墩粗制坯、冲孔、预锻、终锻 第三类
多型槽、计算毛坯、制坯、预锻。终锻 第四类 平锻制坯、预锻、终锻
二、工步图设计 变形工步:墩粗、弯曲、压肩、挤压、预锻和预锻等。 1.终锻工步设计 设计内容: 热锻件图; 毛边槽形式; 冲孔连皮的形状和尺寸。 热锻件图设计与锤上模锻相同。 毛边槽尺寸和锤上模锻不同, 桥部高度和仓部高度比锤上模 锻大,毛边槽主要起容纳多余 金属的作用。 毛边槽结构形式
冲孔连皮的形式和尺寸同锤上模锻。 2.预锻工步图设计 设计依据:终锻工步图设计。 设计时注意事项: (1)预锻型槽高度尺寸(点划线)应比终锻件相应高度大2~5mm。预锻圆形截面横截面椭圆度约为终锻锻件相应截面4%~5%。
(2)严格控制预锻型槽各部分的体积,终锻时金属流动合理,避免发生金属回流、折叠等缺陷。孔径较大的孔冲孔时设计仓部,以容纳多余金属。(2)严格控制预锻型槽各部分的体积,终锻时金属流动合理,避免发生金属回流、折叠等缺陷。孔径较大的孔冲孔时设计仓部,以容纳多余金属。 终锻型槽冲孔连皮结构
(3 )要考虑在终锻型槽的定位问题。设计有些部位尺寸和形状与终锻型槽一致,终锻一开始锻件与型壁接触。 (4)对于复杂的锻件预锻型槽可以设计毛边槽,桥部高度比终锻型槽大30~60%。 (5)压入充型型槽设计时,终锻型槽的冲孔凸台端头圆角半径要增大.
3.墩粗工步图设计 根据锻件的形状及其复杂程和生产批量采用自由墩粗和成形镦粗。 自由镦粗 成型镦粗
墩粗时要注意墩粗后坯料高度。 上下盲孔时不充满系数取1.01~1.05 单向盲孔时系数取大些,为1.2~1.3
三、确定坯料尺寸 (一)原坯料尺寸的确定 (1)第一道是墩粗时,考虑H0/D0=1.5~2.5,计算出的坯料直径为: D0=(0.9~0.5) 考虑一次行程内完成,D0应增大: D0=(0.8~0.9) (2)第一次变形为正挤时 D0=(0.9~0.5)D1 D1不小于0.7D0 反挤时 D0=D1-(2~5)mm, D0 D2 (二)坯料的长度
钢种系数:0.9~1.55 5-4 变形力计算与设备吨位选择 1.经验法 锻锤所需的压力P P=(64~73)K F 2.理论—经验公式 平面图为圆形锻件时 平面图为非圆形锻件 平面图锻件投影面积(毛边槽在内)
5-5 锻模结构 一、锻模结构形式 曲柄压力机工作时滑块速度低,工作平稳,装有顶出 机构,锻时上下模不压靠,锻模承受过剩能量少,不考虑 锻模承击面。 压力机模具大多数采模座+内带型槽镶块的组合形式 结构。 模架主要组成有: 模座; 导柱、导套; 顶出结构; 镶块紧固件; 镶块垫板等组成。
生产中锻模结构形式: (1)单工位镶块用斜楔紧固 上下模有矩型槽。 用楔铁和键固定模垫3、7 用楔铁5固定模块4 前后位置有拉楔11和垫片9 调整设有导向机构2、12
(2)三工位圆形镶块用压板紧固 圆形镶块4放在垫板3上, 压板6固定圆形镶块4, 后挡板5固定在上下模块。 设有导向机构7、8
二、型槽设计 1.型槽设计特点 设计的一般方法与锤上模锻相同。根据曲柄压力机的 结构及性能特点,注意以下问题: (1)曲柄压力机上下模充型能力相差不大,不要求将形 状复杂的一面放入上模。旋转体形的锻件的分模面不一定 选在锻件最大尺寸的中部。 曲柄压力机模锻分模面 锤上模锻分模面
(2)终锻型槽有较深的孔时,应在金属最后充型的部位增加通气孔。(2)终锻型槽有较深的孔时,应在金属最后充型的部位增加通气孔。
圆形镶块设计凸台供压板压紧 斜度与压板斜度匹配紧固 带柄圆形镶块用螺钉紧固 2.镶块的形状与尺寸 镶块的形式随锻件的形状和镶块的紧固方式而定。 镶块的种类:圆形和矩形。用压板或斜度匹配进行紧固。 镶块模壁厚度S0 S0=(1~1.5)h≥ 40mm 镶块闭合状态的高度不大于(0.3~0.4)H(模具闭合高度)
三、顶件机构 设计目的:便于锻件从型槽中取出。顶件动作是由顶件机构产生的推压力来实现,顶出器与锻件接触的端面是型槽的一部分。 设计顶出机构主要解决的问题:顶件位置;具体的结构形式;顶杆的可靠性。 (1)顶件位置:毛边、冲孔连皮、锻件本体。
(2)顶件结构形式:与顶杆数量、顶件位置、顶出器形(2)顶件结构形式:与顶杆数量、顶件位置、顶出器形 状及数量有关,分为单工位单顶出、单工位二顶出、三工 位六顶出等等。
(3)顶杆的尺寸:设计时顶杆不能太细,要有足够的刚度,顶杆尽量短,镶块上应有足够长度的导向部分。顶杆的直径设计一般取10~30mm,导向部分与镶块的单边留有0.05~0.1mm的间隙。(3)顶杆的尺寸:设计时顶杆不能太细,要有足够的刚度,顶杆尽量短,镶块上应有足够长度的导向部分。顶杆的直径设计一般取10~30mm,导向部分与镶块的单边留有0.05~0.1mm的间隙。 四、导向装置 压力机锻模上一般不设锁口,使用导向机构,一般模具采用双导柱,个别有四导柱。 导向装置包括:导柱、导套。导柱和导套之间有0.25~0.5mm间隙。 导柱要具有良好的耐磨性和韧性,可用低碳合金钢渗碳淬火低温回火处理,导套可用青铜或黄铜制造。 导柱、导套的尺寸由压力机吨位查相关手册确定。
