Download
1 / 40
420 likes | 893 Views
冷轧薄钢板生产流程. 冶炼系统. 矿石. 钢水. 热轧钢板和热轧无缝钢管生产系统. 长材生产系统. 冷轧板带材和焊管生产系统. 矿石. 钢材. 宝钢工艺流程. 冷轧板带生产工艺流程. 热轧板卷. 冷轧板. 全硬卷、普冷板卷生产工艺流程. 热轧带钢卷. 普冷板. 普冷卷. 普冷带. 连续浅槽盐酸酸洗. 入库. 入库. 入库. 冷连轧机. 包装. 包装. 包装. 退火. 横切. 重卷. 纵切. 平整. 包装. 入库. 全硬卷. 1. 普冷板卷生产流程概说.

E N D
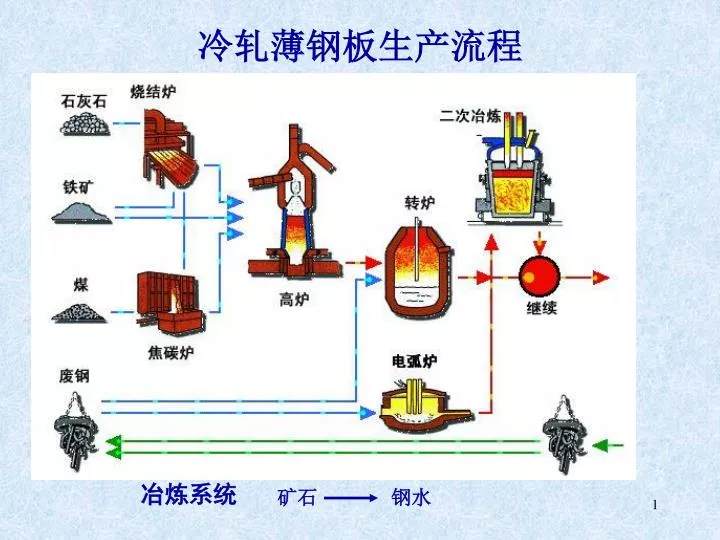
冷轧薄钢板生产流程 冶炼系统 矿石 钢水
矿石 钢材 宝钢工艺流程
冷轧板带生产工艺流程 热轧板卷 冷轧板
全硬卷、普冷板卷生产工艺流程 热轧带钢卷 普冷板 普冷卷 普冷带 连续浅槽盐酸酸洗 入库 入库 入库 冷连轧机 包装 包装 包装 退火 横切 重卷 纵切 平整 包装 入库 全硬卷
1. 普冷板卷生产流程概说 热轧带钢首先要进行除鳞,否则氧化铁皮在冷轧时会压入带钢表面而造成不良的板面,并很快地磨损轧辊,因此带钢要进行酸洗。通常是在3~5个酸洗槽内连续酸洗,酸洗槽内盛盐酸(或硫酸)。带钢酸洗后,在冷轧机组轧至要求的最终厚度。产量低时,用一台四辊可逆式轧机;产量高时,则用3~5个机架的连轧机。 带钢在冷轧时,产生加工硬化,所以不适于以后的深冲或拉伸变形加工。为了再加工,必须使带钢重新具有可塑性的组织。故在冷轧后,将带钢放在罩式炉内进行再结晶退火。有时无法继续轧薄,需要进行中间退火。 如果用可逆式轧机进行轧制,则往往须在罩式炉退火之前进行重卷。其原因是,在可逆式轧机上轧制时,带钢张力很大,以致卷紧的带钢在退火高温下会出粘起来,从而在以后的加工中,使带钢表面产生所谓粘结条痕。重卷以后,带钢张力就减小到无害的程度。 轧制薄板所用的轧制乳化液,在退火过程被蒸发掉,而棕榈油和棕榈油乳化液,要在退火前在专门的脱脂机组中进行脱脂。
退火后的带钢不能接着继续加工,因为这样的带钢在继续加工或变形时,容易产生滑移线和扭折线。因此带钢需在平整机上以1~3%的压下量进行平整。这种轻微的变形,能暂时消除滑移线和扭折线的出现,其变形量很小,并不影响拉伸和深冲的可变形性。当然,对于沸腾钢来说,产生滑移线和扭折线,仅在有限的时间内受到抑制,数星期后又会重新出现。一般来说这样地抑制,能够满足继续加工的需要。此外通过平整,有利于使带钢平直,通过平整辊,可使带钢表面具有一定的粗糙度(或光洁度),有利于以后深冲时的润滑。退火后的带钢不能接着继续加工,因为这样的带钢在继续加工或变形时,容易产生滑移线和扭折线。因此带钢需在平整机上以1~3%的压下量进行平整。这种轻微的变形,能暂时消除滑移线和扭折线的出现,其变形量很小,并不影响拉伸和深冲的可变形性。当然,对于沸腾钢来说,产生滑移线和扭折线,仅在有限的时间内受到抑制,数星期后又会重新出现。一般来说这样地抑制,能够满足继续加工的需要。此外通过平整,有利于使带钢平直,通过平整辊,可使带钢表面具有一定的粗糙度(或光洁度),有利于以后深冲时的润滑。 经过平整的带钢可以成卷交货,也可送到横剪机组精整,一部分进行剪边,再剪成单张矩形薄板并涂油。 若用户所需的带钢宽度仅为轧制宽度的二分之一或三分之一,为了充分利用设备,可将带钢以全宽轧制,最后在纵剪机组上分剪成窄带钢。 如果需要热镀锌的冷轧带钢,一般由冷轧机出来后,直接送到连续镀锌机组。带钢在该机组中脱脂、常化或再结晶退火和热镀锌。镀锌机组末端设有卷取机或横剪机,带钢既可成卷交货,也可成张交货。
经过退火和镀锌的带钢,容易产生滑移线,它被锌层复覆盖着。镀锌后通常不进行平整,经过退火和镀锌的带钢,容易产生滑移线,它被锌层复覆盖着。镀锌后通常不进行平整, 因为平整会使带钢表面发生变化,所以在镀锌机组的出口处,将带钢在张力下进行拉伸矫直, 通过这样的方法防止产生扭折。通过退火处理和平整,可以改善带钢镀锌后的变形性能,以提高深冲能力。 电镀锌所得到的锌层比热镀锌薄,它特别适于用作涂漆和塑料的粘附底层。经过冷轧、退火和平整后,带钢就进行连续电镀锌,一般还要作化学再处理。有的设备只能镀单张薄板。和所有其它电镀法一样,电镀锌也可以单面镀或作差厚双面镀。
2.酸洗机组功能 除去热轧带钢表面氧化铁皮 改善带钢板形和表面质量 切去质量不合格的带头带尾 将小卷并成大卷 切边,得到边部质量好且宽度一定的酸洗卷
连续式机组 推拉式机组 酸洗机组
开卷机 夹送辊 矫直机 飞 剪 夹送 辊 焊 机 张力 辊 跑偏控制 夹持辊 入口活套 清洗段 上卷小车 开卷机 上卷小车 酸洗段 出口活套 夹送 辊 干燥 器 涂油机 锁边机 张力 辊 飞 剪 夹送 辊 清洗段 切边机 卷取机 卸卷小运输链 跑偏控制 出口活套 连续卧式浅槽盐酸酸洗机组
3.冷轧机组功能 对酸洗后热轧卷进行轧制加工,得到用户要求的几何尺寸,为后部工序提供所需半成品 。 在轧制过程中,可消除部分原料缺陷,并改善板形 1450mm单机架可逆冷轧机 鞍钢2130冷连轧机组 1500mm双机架可逆冷轧机
马钢冷连轧机 4. 冷连轧机工艺流程 酸洗钢卷 钢卷存储运输机 存储钢卷小车 入口钢 卷运输机 钢卷移送装置 入口钢卷小车 喂料器 开卷机 轧机 卷取机 打捆机 出口钢卷小车 出口钢卷运输机 钢卷秤 入库
5. 酸轧联合机组的生产工艺特点 酸轧联合机组年产冷轧成品100-230万吨,适于大规模连续化生产普碳钢、低合金钢、深冲钢、高强钢、电工钢等多种产品,产品用途为轻工、家电、建筑、汽车用钢板等。 原料主要来常规热连轧机、CSP轧机或炉卷轧机,年需要热轧卷110-250万吨。 5.1 热轧原料规格范围 带钢厚度:1.5~6.0mm 带钢宽度:1000~2000mm 钢卷内径:762mm 钢卷外径:1100-2050mm 钢卷重量:43t(max) 钢卷单重:21kg/mm(max) 5.2 冷轧产品规格范围 带钢厚度:0.25~2.5mm 带钢宽度:1000~2000mm 钢卷内径:610/510mm 钢卷外径:1000-2000mm 钢卷重量:43t(max) 钢卷单重:21kg/mm(max)
5.3 设备参数(最大机组举例) 酸洗工艺速度:240m/min(180) 最大轧制速度:1500m/min(1000) 最大轧制力:25000kN(20000) 轧机配置:五机架(四机架)、六辊(四辊)轧机 轧机形式:UCM、UCMW、CVC-6、CVC-4、Smart-Crown、VCL、PPT等 辊系参数:支持辊Ф1465/1300*2140(max) 中间辊Ф650/570*2400(max) 工作辊Ф560/480*2180(max) 弯辊形式:工作辊正负弯辊,中间辊正弯辊 串辊形式:中间辊串辊、工作辊串辊,中间辊CVC串辊、工作辊CVC串辊 主电机功率:AC7935kW(max) 卷取机形式:双芯轴轮盘卷取机 主要仪表:纠偏(多点)、焊缝检测(多点)、激光测速仪(1#前后各1台、 5#前后各1台)、轧制力测压头(各机架)、 压力式张力仪(各机架间)、X-RAY测厚仪(1#前后各1台、 5#后2台)、 X-RAY凸度和边部仪、应力式平直度仪(5#后1台) 轧辊间设备:轧辊修磨、轧辊表面粗糙度处理、轧辊轴承清洗调整、剪机剪刃修磨需要支持辊及工作辊磨床、平面磨床、电火花轧辊表面处理设备、轴承拆装翻转和清洗设备等。
5.4 控制系统 (1)L1基础自动化级:包括电气传动逻辑顺序控制与仪表控制,主要的工艺质量控制功能,是保证工艺设备正常运行及生产的关键。 (2)L2过程控制级:主要功能为设定计算及过程优化控制,包括过程数据收集及处理、物料跟踪、数据通讯、过程监视、报表打印等。 (3)L3生产管理级:主要功能为全车间生产计划,包括计划编制、数据跟踪、生产协调、节奏控制、库区管理、报表统计等。 5. 5 酸轧机组的优势 (1)先进性:先进的工艺设备确保产品质量高,保持在国内外的市场竞争力。 (2)可靠性:可靠的工艺设备确保机组运行稳定,具有较高的作业率,保证的生产能力。 (3)消耗低:生产中要能耗低、辊耗低、低金属损耗、低酸耗、低介质消耗,设备维修量少,生产成本低。 (4)连续化:连续化省掉了许多单体设备,设备重量轻,占地面积少,减少了土建工程,降低了吨材投资,减少了许多中间运输环节,不但减少钢材损失,节约人力,还使生产周期缩短,能迅速交货,更好地满足用户要求。
5.6 酸轧机组技术经济指标 (1)成材率:冷连轧机始终处于较稳定的速度下轧制,不再每卷停机,轧机断带率明显下降,轧废及头尾超差明显减少,也消除了酸洗冷轧两工序间的钢卷运输过程中引起的钢卷损坏,成材率可以提高1~3%。 (2)机时产量:酸洗冷轧联合机组除换辊、检修或事故外均不停机,仅在分卷时轧机降低速度,因此可提高机组机小时生产能力30~50%。 (3)占地面积:无需建设酸洗与冷轧之间的钢卷仓库,因此可减少厂房面积约5000~10000m2。 (4)设备总重量:酸洗冷轧联合机组比常规机组减少了酸洗后的涂油或钝化装置,剪机、卷取机及其前后的导向设备,助卷机、卸卷车、钢卷打捆机及运输装置;还减少了冷连轧机入口的运输设备、钢卷准备装置、上卷车、开卷机等。以及钢卷库的起重运输设备。虽然需要增加卷取机前的飞剪和连接段的活套装置,但设备总重量及设备制造难度都减少与下降。 (5)设备基础:由于减少了设备,也就取消了该设备基础。 (6)劳动力:可省去常规酸洗与冷轧之间钢卷库管理工、吊车工、酸洗尾部卸卷及冷轧头部开卷的操作工,还能减少轧辊磨削工。 (7)能耗:由于减少了许多机械设备,降低了传动容量;又由于机时产量高,同样产量机时速度可以降低,轧机主传动容量也可降低,此外轧机基本处于稳定工作,降低了动力矩,因此降低了能耗。
(8)轧辊消耗:由于轧机处于比较平稳状态运行,不再频繁地每卷穿带、甩尾,轧辊消耗可降低50%,其他导板、压板等消耗也降低了。(8)轧辊消耗:由于轧机处于比较平稳状态运行,不再频繁地每卷穿带、甩尾,轧辊消耗可降低50%,其他导板、压板等消耗也降低了。 (9)生产成本:由于降低了金属消耗、能耗、辊耗,省去了酸洗后的涂油或钝化及捆带的消耗,减少设备维修费及操作人工费,使生产成本降低。 (10)建设费用:由于减少机电设备及土建费用,又提高了机组生产能力,酸洗冷轧联合机组吨材处理能力投资比常规机组下降30%以上。 酸轧联合机组
6. 退火机组功能 消除冷轧带钢加工硬化和残余应力,软化金属,提高塑性,以便进一步进行冷轧或加工。 改善冷轧带钢组织结构,与冷轧配合得到所需要的晶粒大小和取向,使冷轧带钢获得所需要的机械性能和物理性能 。
冷却罩 内罩 对流板 加热罩 终冷台 运卷车 炉台 阀站
装炉 扣内罩 氢气阀密封测试 退火空间密封测试 氮气吹扫 扣加热罩/退火 氢气吹扫氮气 高温密封测试 退火/氢气吹扫 带加热罩冷却 移走加热罩/空 冷 冷却罩冷却 喷淋冷却 氮气吹扫氢气 移走内罩/出炉 6.1 全氢罩式退火炉工艺流程
可生产980MPa级以下的冷轧板。 生产的品种包括:CQ、DQ、DDQ、EDDQ、SEDDQ、CQ-HSS、DQ/DDQ-HSS、BH-HSS、DP、TRIP等。 6.2.1 产品品种和规格 生产能力和带钢规格
上料系统 开卷机 入口飞剪 焊机 清洗段 入口活套 退火炉 出口活套 平整机 检查活套 切边剪 涂油机 出口飞剪 卷取机 卸料系统 包装线 6.2.3连续退火炉工艺流程 连续退火机组设备图
钢卷准备设备 焊机 清洗段 入口活套 6.2.4 连续退火炉入口段设备
钢卷准备设备包括入口步进梁、拆捆机、入口钢卷运输车、钢卷准备设备包括入口步进梁、拆捆机、入口钢卷运输车、 开卷机、直头机、飞剪和入口废料处理系统。 6.2.5 钢卷准备段 自动拆捆机减少了人工成本。为保证带钢精确跟踪,开卷机配备钢卷测量装置。与生产薄规格产品相适应,配备了自动卸套筒装置。废料处理采用全自动废料处理系统。
焊机的前后各设置1套平行度调整装置(PAD),每对PAD在带钢两侧均有一套检测装置和夹钳,根据PAD检测出来的带钢倾斜量,再通过夹钳的移动来消除带钢的倾斜现象,使前后带钢的中心线均与机组中心线重合。不会损伤带钢边部,尤其对薄带钢的平行度调整更为有效。焊机的前后各设置1套平行度调整装置(PAD),每对PAD在带钢两侧均有一套检测装置和夹钳,根据PAD检测出来的带钢倾斜量,再通过夹钳的移动来消除带钢的倾斜现象,使前后带钢的中心线均与机组中心线重合。不会损伤带钢边部,尤其对薄带钢的平行度调整更为有效。 焊机设有“三切”模式,是专门针对薄规格带钢设计的,能够缩短焊接周期,以利于连退机组薄规格带钢的稳定高速生产。 采用焊缝质量监视系统。该技术对焊接电流、压力等参数进行自动监视诊断。如果发现焊接参数异常,立刻进行报警,及时发现焊接问题,保证了带钢的稳定运行。另外,焊机还配置有焊轮在线修磨、废料搜集装置提高了作业效率。 采用三菱窄搭接焊机,具有焊接周期短、焊接质量高的优点。焊接参数自动监控和记录,减少了断带率和重焊率。
6.2.6清洗段 带钢清洗质量直接影响产品的表面质量和退火炉的寿命。本机组采用立式清洗,包括碱浸洗、碱刷洗、电解清洗、碱刷洗、热水漂洗、挤干、烘干等。 清洗段的碱洗、电解清洗和热水漂洗采用立式槽,刷洗采用卧式槽,减小了设备长度。退火炉出口淬水槽溢流的脱盐水送到清洗段使用,节约了能源。立式清洗槽内设置消泡装置,减少泡沫的溢出造成的停机故障。电解清洗段后配备2对挤干辊,避免带钢将碱液带到2#刷洗槽和漂洗后的逃液现象。清洗段配备磁性过滤器,有效地去除清洗液中的铁粉,保证带钢清洗效果。 碱浸洗 碱刷洗 电解清洗 热水刷洗 漂洗 挤干装置 烘干装置
退火炉采用全幅射管加热立式连续退火炉。包括预热段、加热段、保温段、缓冷段、快冷段、过时效段、终冷段。退火炉采用全幅射管加热立式连续退火炉。包括预热段、加热段、保温段、缓冷段、快冷段、过时效段、终冷段。 6.2.7退火段
退火炉烧嘴采用“抽-鼓”式烧嘴,适用于精确的燃烧控制,可以精确地控制燃烧比,获得较好的燃烧效率。对于燃气热值的变化适应性强。
快冷段前后分别设有一套张力辊组装置,高速喷气冷却段设有3个稳定辊,使带钢在炉内高速稳定运行。带钢首先被高速气体喷射冷却装置冷却,之后再经带辅助气体喷射冷却装置的水冷辊冷却。高速气体喷射冷却装置在带钢宽度方向上分为5个分区。可通过档板分别调节各区气体流量,使冷却均匀。快冷段入口安装了一套密封辊装置。两根密封辊可以防止冷的氮氢保护气体进入4#张力辊室。 采用高速喷气冷却和辊冷(HGJC+RC)的快速冷却技术。对1.0mm厚的带钢,冷 却速度约50℃/s,冷却范围700~320℃,可确保高强钢的生产。
为确保带钢高速稳定运行,采用了很多措施,不但加热炉炉辊辊型设计成双锥度,而且对全部炉辊辊面的粗糙度进行了优化设计,既适合宽板又适合窄板的稳定通板运行。采用热凸度控制技术,上、下部炉辊都有自冷却式隔热板,以防止辐射管对炉辊凸度的影响。另外,在加热段入口设有隔热板分隔的炉辊室内,设有辊凸度控制装置,即用冷却氮气喷吹5根顶辊的两端;缓冷段和快冷段入口、出口的4#和5#张力辊室内的壁挂式电加热器和管式加热器将对炉辊组提供足够的温度补偿。避免了带钢跑偏和瓢曲倾向。
炉内各区主要控制参数 • 为了防止带钢断带时损伤耐火材料,在退火炉内上、下辊附近安装了耐热钢带钢边部保护装置。 • 连续退火炉采用较先进的控制模型实现对机组的速度、带温、炉温和炉压等自动控制。炉内各区主要控制参数如表4所示。并且二级系统具有自学习功能,通过对炉子的运行稳定性的判断,可以实现对各种工艺技术参数的自学习和优化,以适应机组实际运行条件的需要。
平整机采用单机架六辊UC平整机。可通过工作辊的正、负弯辊,中间辊,正弯以及中间辊的窜动来控制板形,配备板形辊,实现板形闭环控制。并采用湿式平整工艺有效减少辊印,确保高强钢的稳定生产以及材质性能的优化。 6.2.8平整段
出口段主要设备有出口检查活套、圆盘剪、测厚仪、测宽仪、质量检查台、飞剪、涂油机、张力卷取机和钢卷运输高速台车。出口段主要设备有出口检查活套、圆盘剪、测厚仪、测宽仪、质量检查台、飞剪、涂油机、张力卷取机和钢卷运输高速台车。 6.2.9出口段 • 出口段设置检查活套,当出口圆盘剪调整宽度和停机检查时可保证平整机不停机,减少平整辊印。 • 检查台前配备自动带钢表面质量检测仪,自动检查带钢表面质量缺陷。并设立式检查台以便于操作工在线检查高速运行的带钢质量,还设置了水平检查测量台,及时发现辊印、划伤等表面缺陷。 • 水平式静电涂油机,实现油膜自动控制。不同种类防锈油自动切换,满足客户多样性要求的需要。 • 平整机及出口的辊子上都配置有博士刀,可在线清除粘在辊面的杂质垃圾。
采用高精度的圆盘剪,剪切精度0~+1mm,剪切范围4~20mm/边,且采用双刀头设计,操作方便。 卷取机设有特殊形状的橡胶套筒,以避免卷轴印缺陷。钢卷运输高速台车直接从步进梁上接受钢卷,运送到半自动化包装机组,避免天车调运产生的伤卷现象。
