Download
1 / 88
880 likes | 882 Views
Ilustracje do wyku0142adu z obru00f3bki skrawaniem opartego na ksiu0105u017cce:<br>Krzysztof Jemielniak, Obru00f3bka Skrawaniem u2013 podstawy, dynamika, diagnostyka, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2018, ISBN 978-83-7814-5<br>ebook dostu0119pny na:<br>https://www.ibuk.pl/fiszka/201223/obrobka-skrawaniem-podstawy-dynamika-diagnostyka.html

E N D
Obróbka Skrawaniem -podstawy, dynamika, diagnostyka 5. Proces tworzenia wióra
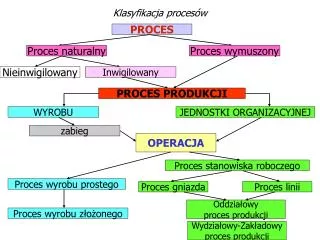
Plan wykładu Obróbka skrawaniem • Wstęp • Pojęcia podstawowe • Geometria ostrza • Materiały narzędziowe • Proces tworzenia wióra • Siły skrawania • Dynamika procesu skrawania • Ciepło w procesie skrawania, metody chłodzenia • Zużycie i trwałość ostrza • Diagnostyka stanu narzędzia i procesu skrawania • Skrawalność • Obróbka materiałów stosowanych w przemyśle lotniczym Proces tworzenia wióra strony 96-124
4 Proces tworzenia wióra • Budowa strefy skrawania • Postaci wiórów i ich klasyfikacja • Łamanie wiórów • Struktura geometryczna powierzchni obrobionej • Warstwa wierzchnia przedmiotu obrabianego Budowa strefy skrawania
Strefa skrawania warstwa skrawana Strefa skrawaniato obszar bezpośredniego oddziaływania ostrza na materiał obrabiany – obszar, w którym warstwa skrawana zamieniana jest w wiór Stan naprężeń i odkształceń w strefie skrawania zależy od całokształtu warunków skrawania. h strefa odkształceń sprężystych i plastycznych 0,1mm strefa ścinania płaszczyzna ścinania Ostrze działając na warstwę skrawaną… strefa wtórnego ścinania powoduje jej sprężyste i plastyczne odkształcenie wiór strefa poślizgu a następnie ścięcie wzdłuż tzw. strefy ścinania W pewnym uproszczeniu można tę strefę przybliżyć płaszczyzną ścinania B C D powierzchnia natarcia powierzchnia przyłożenia Warstwa skrawana po przejściu przez strefę ścinania zamienia się w wiór o wyraźnie ukierunkowanej strukturze narzędzie powierzchnia skrawania
Geometria strefy skrawania 0.25mm strefa wtórnego ścinania strefa zatarcia punkt stagnacji warstwa skrawana Stefa odkształceń plastycznych h strefa odkształceń sprężystych i plastycznych 0,1mm strefa ścinania Strefa wtórnego Strefa poślizgu ścinania płaszczyzna ścinania strefa wtórnego ścinania wiór strefa poślizgu B C D A – strefa zatarcia B – strefa poślizgu Jaspers, S., Dautzenberg, J.,Materialbehaviour in metal cutting, J.Mat.Proc.Tech. 122/1,2002
Narost P.K. Wright, E M Trent, Metal Cutting
Geometria strefy powstawania wióra h f f – kąt ścinania h – grubość warstwy skrawanej hw – grubość wióra Strefa ścinania hw go Strefa ścinania hw
Współczynnik spęczenia wióra hch ___ Lh= h h f Strefa ścinania hch go
Zależność kąta ścinania od współczynnika spęczenia wióra f go Wyznacz z trójkątów ACB oraz ABD hw go f- go
Zadanie Wyznaczyć kąt ścinania
4 Proces tworzenia wióra • Budowa strefy skrawania • Postaci wiórów i ich klasyfikacja • Łamanie wiórów • Struktura geometryczna powierzchni obrobionej • Warstwa wierzchnia przedmiotu obrabianego Postaci wiórów i ich klasyfikacja
Podstawowe postaci wiórów – ciągły (jednolity) Wióry ciągłe powstają przy obróbce materiałów plastycznych z wysokimi prędkościami skrawania. Deformacje następują wzdłuż pierwotnej strefy ścinania
Podstawowe postaci wiórów – schodkowy • Wióry schodkowe występują: • przy obróbce materiałów o niskiej przewodności cieplnej i wytrzymałości gwałtownie spadającej wraz z temperaturą • przy bardzo niskich prędkościach skrawania • przy dużych głębokościach i ujemnych kątach natarcia • przy niskiej sztywności obrabiarki • przy obróbce z bardzo wysokimi prędkościami skrawania
Podstawowe postaci wiórów – schodkowy W wiórach schodkowych występują strefy bardzo wysokich i bardzo niskich naprężeń i odkształceń Skrawanie tytanu Obróbka stali z wysoką prędkością skrawania Skrawanie stali nierdzewnej
Podstawowe postaci wiórów – elementowy • Wióry elementowe (odłamkowe) występują przy obróbce materiałów : • kruchych, które nie wytrzymują wysokich naprężeń ścinających, • z twardymi wtrąceniami lub zanieczyszczeniami • o strukturach takich jak żeliwo szare z płatkami grafitu
Podstawowe postaci wiórów 0.1mm Najczęściej występują różne formy pośrednie. wiór ciągły z zaznaczonymi segmentami
Wpływ twardości materiału i prędkości skrawania na postać wióra Twardość 49 HRC ciągły z segmentami vc= 200 m/min ciągły z segmentami Twardość 28 HRC vc= 75m/min Materiał obrabiany: stal do kucia na gorąco AISI H13 ciągły segmentowy Eu-Gene NgFAIM 2004 Keynote 3,
Wpływ prędkości skrawania na postać wióra Inconel 718, Stal 45 CIRP Encyclopedia of Production Engineering
Powstawanie wióra przy obróbce z wysoką prędkością skrawania pęknięcie wiór narzędzie przedmiot pęknięcie wiór narzędzie przedmiot wiór narzędzie przedmiot
4 Proces tworzenia wióra • Budowa strefy skrawania • Postaci wiórów i ich klasyfikacja • Łamanie wiórów • Struktura geometryczna powierzchni obrobionej • Warstwa wierzchnia przedmiotu obrabianego Łamanie wiórów
Pożądane i niepożądane postaci wiórów Najbardziej pożądane — Wióry łukowe luźne Unikać — Bardzo krótkich, ciasno zwiniętych Unikać — Długich, taśmowych • Najmniejsza moc potrzebna do ich łamania • Najmniejsze obciążenie krawędzi skrawającej • Niewielkie wzrosty siły skrawania towarzyszące łamaniu • Łatwe do usunięcia • Wyższa moc niezbędna do złamania • Wyższe naprężenia na krawędzi skrawającej • Mogą powodować drgania • Bardzo trudne do usunięcia • Mogą kaleczyć przedmiot obrabiany lub oprzyrządowanie
Kształtowanie wiórów przy toczeniu Niewłaściwa postać wiórów może powodować: • uszkodzenia przedmiotu, narzędzia i... operatora • zakłócenia produkcji • problemy z usuwaniem wiórów • Kształtowanie wiórów zależy od: • materiału obrabianego • geometrii narzędzia • warunków skrawania
Dwa sposoby wymuszonego łamania wiórów Powierzchnia natarcia narzędzia Zwijacz wiórów wiór Przedmiot obrabiany Rowek na powierzchni natarcia wiór
Nakładany zwijacz wiórów 6.2.6
Zwijacz wiórów na powierzchni natarcia 6.2.6 Zwijacz wiórów na powierzchni natarcia zmniejsza promień jego zakrzywienia i decyduje o kierunku spływu
Powstawanie wiórów 3-D 6.2.6 2-D: 6.2.5
Wpływ posuwu i głębokości skrawania na zwijanie wiórów 0.1mm 0.1mm vc=240 m/min, f=0.1 mm/obr vc=240 m/min, f=0.2 mm/obr 6.2.6 4.2.1 Jaspers, S., Dautzenberg, J.,Materialbehaviour in metal cutting, J.Mat.Proc.Tech. 122/1,2002
Diagram łamania wiórów Przykład: Zasada ogólna:
Zależność postaci wiórów od zużycia ostrza ... i po kilku minutach 6.2.5 Narzędzie ostre 6.2.6
4 Proces tworzenia wióra • Budowa strefy skrawania • Postaci wiórów i ich klasyfikacja • Łamanie wiórów • Struktura geometryczna powierzchni obrobionej • Warstwa wierzchnia przedmiotu obrabianego Struktura geometryczna powierzchni obrobionej
Powierzchnia nominalna i rzeczywista • Powierzchnia nominalna – określona rysunkiem konstrukcyjnym • Powierzchnie nominalne opisane są liniami prostymi, idealnymi okręgami, walcami i innymi doskonałymi figurami geometrycznymi • Powierzchnia rzeczywista – określona rzeczywistym procesem wytwarzania • Różne procesy wytwarzania pozwalają na uzyskanie różnych charakterystyk geometrycznych i fizycznych powierzchni obrobionych • Rzeczywista powierzchnia nigdy nie jest idealną powierzchnią geometryczną
Dlaczego powierzchnia jest ważna? • Względy estetyczne • Powierzchnia może wpływać na bezpieczeństwo • Tarcie i zużycie między niesmarowanymi powierzchniami rośnie z chropowatością • Powierzchnia zbyt gładka nie utrzymuje filmu olejowego • Powierzchnia zbyt chropowata przebija film olejowy • Powierzchnia wpływa na właściwości mechaniczne i fizyczne przedmiotu • Powierzchnia wpływa montaż (pasowanie) elementów • Gładkie powierzchnie mają lepszy kontakt elektryczny • .....
Charakterystyka powierzchni obrobionej i warstwy wierzchniej Struktura geometryczna powierzchni Ra, Rz... Gładkość powierzchni kształt śladów pozostawionych przez narzędzie Kierunkowość zadrapania, pęknięcia, otwory, nalepy, wgniecenia Wady powierzchni Właściwości fizyczne warstwy wierzchniej rozkład naprężeń ściskających i rozciągających Naprężenia resztkowe występowanie austenitu lub mertenzytu, biała warstwa, odpuszczanie Zmiany struktury
Struktura geometryczna powierzchni (Surface Texture) • Pod odpowiednio silnym powiększeniem powierzchnia obrobiona nie jest ani równa, ani prostoliniowa, walcowa, czy co tam jeszcze byśmy po niej oczekiwali! • występuje na niej chropowatość, falistość, wady, skazy, zadrapania.... • Można także zauważyć określoną kierunkowość śladów obróbki wynikającą z zastosowanego procesu • Charakterystyka struktury geometrycznej powierzchni obrobionej opisuje jej powtarzalne lub losowe odchylenia od powierzchni nominalnej
Charakterystyka struktury geometrycznej powierzchni długość falistości krater (uszkodzenie) kierunkowość pęknięcie (wada) wysokość falistości wysokość nierówności odległość nierówności
Elementy struktury geometrycznej powierzchni Błąd kształtu (tu wypukłość) Falistość Chropowatość Powierzchnia teoretyczna (płaska) TOLERANCJA WYMIARU Różnice między powierzchnią nominalną a rzeczywistą: • błędy kształtu – nie są zaliczane do struktury geometrycznej powierzchni 1. falistość – gęściej lub rzadziej rozłożone odchylenia powierzchni, spowodowane drganiami, ugięciami przedmiotu i obrabiarki itp. 2. chropowatość „nałożona” na falistość to znacznie gęściej rozłożone nierówności bardziej lub mniej regularne, jak ślady narzędzia
Elementy struktury geometrycznej powierzchni Symbol Szkic Opis kierunkowości Równoległa do linii reprezentującej powierzchnię, przy której podano symbol Prostopadła do linii reprezentującej powierzchnię, przy której podano symbol kierunkowość dominujący kierunek lub wzór pozostawiony przez narzędzie (obróbkę) na powierzchni obrobionej uszkodzeniawady występujące nieregularnie – pęknięcia, zarysowania, wtrącenia, skazy, kratery, plamy itp. Skrzyżowana w 2 kierunkach ukośnych do linii reprezentującej powierzchnię, przy której podano symbol Nieuporządkowana (wielokierunkowa) Współśrodkowa, w przybliżeniu względem środka powierzchni, przy której podano symbol Promieniowa, w przybliżeniu względem środka powierzchni, przy której podano symbol Punktowa
Gładkość i chropowatość powierzchni • Chropowatość powierzchni – mierzalna charakterystyka • Gładkość powierzchni – określenie subiektywne, potoczne opisujące stan (wygląd) powierzchni w ogólniejszym sensie • Potocznie określenie gładkość używane jest jako odwrotny synonim chropowatości • Oba terminy odnoszą się do struktury geometrycznej powierzchni
Chropowatość powierzchni Jedną z pierwszych rzeczy, jakie zauważamy na przedmiocie obrobionym jest chropowatość powierzchni • Często jakość produktu jest związana z chropowatością powierzchni • Gładszapowierzchnia jest zwykle droższa w wykonaniu • Chropowatość powierzchni jest zdeterminowana przez proces obróbki
Pomiary chropowatości p Konwencjonalne parametry chropowatości są 2D – określane na podstawie pojedynczego profilu, zawierającego informacje w dwóch wymiarach – wysokość i długość (odległość w poziomie) Pr Pomiar – np. przy pomocy mikroskopu podwójnego Shmaltza Rzeczywista powierzchnia jest 3D
Profilometr powierzchnia profil • Najczęściej stosowana metoda pomiaru chropowatości • Działa na takiej samej zasadzie co adapter • Końcówka pomiarowa (igła) ślizga się wzdłuż powierzchni, a jej ruchy są rejestrowane przez urządzenie komputerowe • Ślizgacz nadąża za ogólnym kształtem powierzchni eliminując wpływ np. błędów kształtu Ślizgacz końcówka pomiarowa
Powierzchnia 3D i 2D 2D 3D
Wyznaczanie parametrów chropowatości powierzchnia rzeczywista y odchylenia pionowe powierzchnia nominalna x le Zmierzone i zarejestrowane odchylenia powierzchni rzeczywistej od linii równoległej do powierzchni nominalnej yi w funkcji przemieszczenia x wzdłuż powierzchni nominalnej na odcinku elementarnym le są podstawą wyznaczania parametrów chropowatości