Download
1 / 36
470 likes | 553 Views
Performing Non-Intrusive Inspection as an alternative to Intrusive Inspection

E N D
Performing Non-Intrusive Inspection as an Alternative to Intrusive Inspection; the Advantages and Benefits Presenter: Reza Shahrivar, May 2021
Agenda • About LifeTech Engineering • Introduction • Case Study - Savings • NII Process • RBI & NII Example using RBLX Software • Conclusion 2
About LifeTech Engineering LifeTech Engineering Ltd is a leading oil and gas Asset Integrity Management (AIM) consultancy, operating out of Aberdeen, UK. Software Consultancy Training • RBLX for AIM, RBI and NII • FiTest for FFS • FUSION for Ageing and Life Extension • AIM • RBI • FFS • PIMS • CMS • … • API 580/581 • API 510 • API 570 • API 579 • AIM • … 4
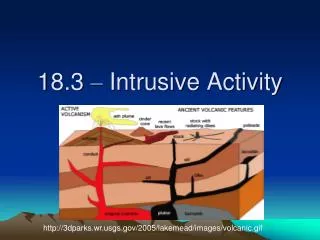
An Introduction to NII • The inspection of pressure vessels began at a time when carrying out internal visual examinations was the only effective way of establishing the condition of the internal surfaces of the equipment. The inspection has involved taking pressure vessels out of service, preparing them for inspection and carrying out an internal visual examination, sometimes supplemented by NDT (Non Destructive Testing). However, with recent advances in NDT technology it is now possible, in many instances, to carry out effective inspections without taking the vessels out of service. This is known as Non-Intrusive Inspection (NII). This approach is widely used on the UK mainland in the process industries and it has delivered significant financial benefits without compromising process safety. In order to carry out an effective examination, a fundamental requirement is to identify the damage mechanisms, where they may occur and their expected rate of progression. Risk Based Inspection (RBI) techniques provide an effective means of doing this. Once the deterioration mechanisms have been identified an assessment may be undertaken to determine whether it is possible to detect all these mechanisms externally using NDT techniques. • • • 6
Differences between NII Methods and Visual Inspection There are substantive differences in capability between techniques used for NII and visual inspection. The most important difference is that visual inspection is typically capable of identifying a range of flaw types without being reliant on up front knowledge of what to look for. Whereas, an NII is usually specific to the flaw type (degradation mechanism and morphology). Coverage with techniques used in NII is also sometimes restricted, e.g. due to access or economic drivers, compared to what would be achieved with IVI. The above points mean that successful NII is dependent on a greater understanding, at the planning stage, on the types and potential locations of degradation. When comparing the effectiveness of NII against IVI, the limitations of IVI must also be taken into account. For example, it is difficult to assess the effectiveness of visual only inspections, as these rely greatly on the inspector’s level of detail in reporting, accuracy with descriptions and measurements, or the quality and resolution of any photographs/ videos. It has been found that NII inspections can produced more quantitative, accurate, and reliable results than IVI (in terms of the sizing of the wall loss due to corrosion) where IVI is not supplemented by NDT. An IVI may also suffer from limitation due to access (e.g. the presence of fixed internal furniture). 7
Benefits of Deploying NII • Increased equipment availability/uptime • Normally reduced overall cost of inspection i.e. removal of costs associated with the preparation and reinstatement of equipment • Turnaround complexity and durations can be reduced as NII has the potential to be undertaken outside the event • Man entry into confined spaces, a known hazardous activity, is avoided • Disturbance to the vessel and associated pipework flanged joints, with the potential for hydrocarbon leakage, is avoided • Damage to the internal coatings of vessels is avoided • No vessel cleaning residues to manage • Leak testing and purging of the vessel with inert gas prior to recommissioning is avoided 8
Key Points ➢ With current Non-Destructive Testing (NDT) technology coupled with appropriate methodology, it is estimated that between 50% and 80% of process vessels could be wholly inspected using an NII based scheme of examination, i.e. replacing the intrusive man entry inspection ➢ Significant reductions in TAR durations are possible ➢ Using NII could save between 50% and 80% of the inspection costs of a vessel ➢ Barriers to the greater use of NII include a lack of understanding of the capability of current NDT technology and concerns about maintaining compliance with Regulations. ➢ The elimination of the man entries into vessels significantly reduces risks to the safety of personnel ➢ There are some limitations in the current NDT technology which mean that certain vessel features and vessel types are difficult to examine. 9
Financial Impact Two factors should be considered in calculating costs involved in NII and IVI approaches: 1- Cost of inspection 2- Cost of production interruption due to inspection 10
Inspection Cost Saving Due to RBI/NII Implementation Average insp interval, yrs 4.5 6.5 Intrusive Inspection NII Total Before RBI After RBI 105 52 87 140 192 192 Unit Cost, USD/Vessel 11700 1950 Inspection cost before RBI, USD 1,228,500 169,650 1,398,150 Inspection cost after RBI, USD 608,400 273,000 881,400 Savings due to use of RBI and NII 620,100 -103,350 516,750 Before RBI% After RBI% 54.7 27.1 45.3 72.9 100.0 100.0 Annual Inspection cost before RBI, USD/Year 273,000 37,700 310,700 Annual Inspection cost after RBI, USD/Year 93,600 42,000 135,600 Annual Inspection cost Saving, USD/Year 179,400 -4,300 175,100 12
Production Loss Saving Turnaround Duration before RBI/NII 42 days Turnaround Duration after RBI/NII 28 days Turnaround Reduction 14 days Production 2,800,000 USD/Day Saving due to less S/D days 39,200,000 USD Turnaround Reduction per year 2.2 days/year Saving due to less S/D days 6,030,769 USD/Year 14
Total Savings Total Saving (Inspection plus Production) 39,716,750 USD Total Saving (Inspection plus Production) 6,205,869 USD/Year 15
Total Costs 16
NII Process 17
NII Process and Team The primary phases of the NII process as follows: – Integrity review: covering identification, preparation and review of supporting information – Assessment – Work scope development – Inspection – Evaluation and analysis – Feedback to the integrity management system (IMS) This will require contributions from several discipline groups in order to effectively manage the process including: – Process – Corrosion – Integrity – Inspection – Data science 18
NII Screening Procedure 21
Development of the Non-Intrusive Inspection Plan and Workscope • Inspection Strategy Type • Definition of Vessel Zones • Definition of Degradation Type • Inspection Requirements • Selection of Inspection Methods • Preparation of Work-Pack • Inspection Plan Review 23
Example V-101 – Some Data • Equipment: FEED SURGE DRUM • Installation Date: 18/10/1994 • Material: CS, A 516 • NT: 12 mm • MAWT: 5.38 mm • OT: 165 degC • OP: 1.3 bar • OD: 3,457 mm • Insulation: Mineral Wool • Fluid: Untreated gas oil (C9-C12) includes Water, H2S, Sulphur 25
Example V-101 – Damage Mechanisms & POF • Thinning – Sour Water Corrosion, • Localised Corrosion, • Theoretical Corrosion Rate: 0.01 mm/year • Measured Corrosion Rate: 0.07 mm/year • POF: 1 (out of 5) • Cracking – Wet H2S Damage (HIC/SOHIC) • POF: 2 (out of 5) – Wet H2S Damage (SSC) • POF: 2 (out of 5) • External Damage – Corrosion Under Insulation • POF: 1 (out of 5) • Overall POF: 2 (out of 5) 26
Example V-101 – COF • Area Based COF: 4 • Financial Based COF: 5 27
Example V-101 – NII Assessment – NII Screening 31
Example V-101 – NII Assessment – High Level Decision 32
Conclusion NII can be implemented on approximately 80% of vessels and only 20% need to be opened and internally inspected. NII has many benefits including the followings and it is highly recommended that NII is considered as a replacement for Intrusive Inspection: • Avoids personnel access which can be hazardous (possibilities of flammable or toxic residues which can be difficult to remove, adequate lighting may be difficult to achieve). • Planning for turnaround / shutdown. Identifying what remedial work is likely at the next turnaround? Carrying out non-intrusive inspection allows the preliminary inspection to be made before the plant is shutdown, providing an opportunity for the turnaround to be shortened by long-lead time planning and preparation (for repair and maintenance based upon the NDT results) to be made in advance of the start of the turnaround. • Shortening the turnaround. Shutdown duration may be reduced by carrying out most, or all, of the inspection work in advance of the shutdown, allowing the turnaround to be restricted to mechanical work. This also simplifies planning. • Removal of requirement to break containment. No need to isolate, drain and purge the vessel. This may lead to shortening of the turnaround. • Minimises disturbances to the vessel which could create new problems. It may be possible to avoid the need to shut down the vessel operation entirely. Inspections can be made on a different cycle from any other maintenance, or the inspections may be made at reduced capacity or temperature, rather than having to isolate, drain and purge the vessel. • Allows the inspection to be carried out when a potential problem is identified, without interfering with other operations. This might occur when either routine surveillance or unusual operating conditions suggest that damage might have occurred. 35
THANK YOU & STAY SAFE LifeTech Engineering Ltd Aberdeen, UK Reza Shahrivar, Asset Integrity Manager Reza.Shahrivar@Lteng.co.uk Keith Walton, Business Development Manager Keith.Walton@Lteng.co.uk +44 (0)1224 824112