Download
1 / 19
190 likes | 260 Views
Abstract. Storage Ring Vacuum and Interface to Magnets Hsiao-chaun Hseuh, NSLS-II Project

E N D
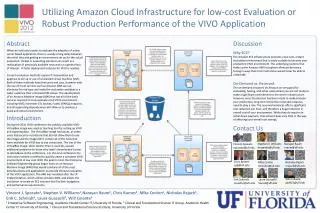
Abstract Storage Ring Vacuum and Interface to Magnets Hsiao-chaun Hseuh, NSLS-II Project This presentation provided a quick overview of the storage ring vacuum system for the NSLS II project. A typical cell layout was detailed including the various cross section shapes and materials, valve locations and types as well as the pumps and instrumentation used. In addition, the types and locations of the various photon absorbers and chamber interconnects were presented. The second half of the talk focused on interface between the various storage ring magnets and the vacuum chambers. Most of the problems encountered were caused by the lack of consistency in the coil shape and the positioning of the coils on the yokes. Providing the vendors with 'go-gauges' earlier in the project could have prevented some of the troubles we encountered. The importance of collaboration and communication between the various groups as well technicians and engineers was highlighted. Finally, the limitation on the extraction of ID and bending magnet fans due to the magnet dimensions as discussed. *Work performed under auspices of the United States Department of Energy, under contract DE-AC02-98CH10886
Storage Ring Vacuum and Interface to Magnets Prepared by: Charles Hetzel April 11th, 2012
Storage Ring Vacuum and Interface to Magnets Presented by: Hsiao-Chaun Hseuh Prepared by: Charles Hetzel Magnet Workshop April 11 – 12, 2012
SR Cell Layout • Vacuum System Details • Chamber-Magnet Clearance • Collaboration and Communication • Specification
Nominal energy: 3 GeV • Nominal current: 500 mA • 30 cells in 5 pentants • Ring circumference: 792 m 6 5 6 6 4 1- Accelerator Tunnel 2- Experimental Floor 3 - 200 MeV LINAC 4 - 3 GeV Booster (C=158 m) 5 - RF Building, liquid He Plant 6 - Service Buildings 3 1 2 6 6
Each 19-m cell (GV to GV) consists of 5 individual magnet/chamber girders. • 3 focusing and 2 bending segments. • With RF gate valves at both ends of the cell. • Photon extraction takes place at G4 and G6. • Each cell is in-situ bakeable to > 130oC • Design pressure: < 1x10-9 Torr at 500 mA. ID photon extraction 3PW photon extraction G2 Multipole G3 Dipole G4 Multipole G5 Dipole Fast corrector G6 Multipole Fast corrector and RF gate valve 3 pole wiggler (3PW) Fast corrector and RF gate valve
S4A/S5A cross section Multipole cross section Dipole cross section Fast corrector Front End ID beam line BM beam line BM beam line Dipole FC M D S FC M Multipole S D M • 90 multipole aluminum chambers, 3.7 – 4.5 m long • 60 dipole aluminum chambers, 3 m long • 60 short/narrow aluminum chambers - S4A, S5A • 90 fast corrector inconel chambers - FC FC ID/3PW fans
All metal RF gate valves isolate cells and straights. • Double position indicators. • Radiation resistant and bakeable. • Large RF gate valves to isolate SC cavities. • All metal gate valves at injectors and front ends. • Right angle valves • Roughing ports. • Vacuum gauge/RGA isolation. DN100 RF gate valve 60 units All metal gate valve ~ 40 units Right angle valve
100 l/s ion pump with TSP cartridge NEG strips in ante-chamber 200 l/s ion pump with TSP cartridge and roughing valve
Instrumentation located at dipole chambers. • CCG and RGA at G3 • CCG and TCG at G5 • Gauge tree with isolation valve. Typical RGA scan RGA trend during bakeout
Absorbersintercept unused dipole radiation. • Protect downstream flanges and bellows • All absorbers are made of GlidCop Al15. Stick absorber, X = 22 & 25mm < 700W (< 5 W/mm2) < 130°C, Tube < 119°C Flange absorber 21mm(V) X 64mm(H) < 200 W (< 16 W/mm2) Crotch absorber, X = +21mm < 1800W (< 57 W/mm2) GlidCop < 180°C, Tube < 127°C
inconel springs • Requirements: • Misalignment: +/- 2 mm • Stroke: +10/-15 mm • Angular deviation: +/-10 mrad • Low impedance Stainless sleeve GlidCop fingers Water cooled flange Bellows weldment Stainless Sleeve (w Ag) GlidCop fingers Coil spring (Be-Cu) Contact springs Inconel 718 (w Ag) Finger retainer
Dipole cross section Multipole cross section F M D S F M S D M F Multipole Chamber in Sextupole Grooves are machined for magnet poles
Chamber-Magnet pole clearance - ≧2mm • Not a lot when you consider: • Extrusion shape tolerance. • Bow and twist. • Distortion due to machining. • Machining tolerance. • Positioning according to BPM.
Grooves were machined to accommodate magnet poles for 2mm clearance • But coil dimensions are not well controlled which caused interference. Should have coil-chamber clearance of 4mm. Machine grooves for coil clearance? Additional cost Chamber stability under vacuum Current design
Clearance gauges should have been provided to manufacturers at the prototype stage. • Clearance check should have been added to the pre-ship check list for first articles. • Centering disk is required to ensure the profile is centered on pole tips. No centering disk = uneven gap With centering disk = even gap
Early and extensive collaboration with other groups. • Chamber design is driven by AP, Magnets, Diag., etc. • Changes in BPM and mounting resulted in re-development of extrusion (> 1 yr). • Some chamber materials were changed • RF bellows for slow correctors • S4A material development (In ⇒ SS ⇒ Al) • Inconel for FC chambers • RF shielding was added for BPM rogue modes. • Keep communication lines open • Attend other system meetings when possible. • 3-D modeling can’t identified interference during assembly • Difficult to replace BPM buttons on girders • Difficult to assemble bellows due to photon extraction pipes • Significant impact to vacuum chambers due to small changes in magnets. • Increase in quadrupole length – 6 completed chambers were re-machined! • Oversized coils in 90 mm dipoles – re-design chamber ports and stands Original cross section Current cross section
Pro-active communication and visits with manufacturers. • Establish relations with potential manufacturers as early as possible. • Visits early or before contracts are awarded can be very valuable • Is this allowed? • Encourage manufacturers to become more than manufacturers. • Ask manufacturer inputs to improve design and fabrication methods • Lack of quality control at some manufacturers – bi-metal flanges! • Close interaction between engineers and technicians. • Develop required tooling as soon as possible. • Use feedback from techs to improve and simplify the design and/or the fixtures. • Reference drawings are more useful to techs than a stack of engineering drawings. • Engineers should work through first few assemblies with technicians.
Establish a clear and complete set of specifications early on. • These can drive fundamental choices that can’t be changed. • i.e. comprehensive ray tracings early on for all possible insertion devices and beam positions to define • Geometric envelope vs. beam acceptance for SRP • Protection of vacuum components from large beam deviation • Allowable current without active interlock during commissioning • Maximum photon extraction openings are limited by the outboard dimensions of the magnets • QM2: < - 2 mr for ID fan • QL2/QH2: < - 5 mr for BM fan QM2 QL2