Download
1 / 15
180 likes | 376 Views
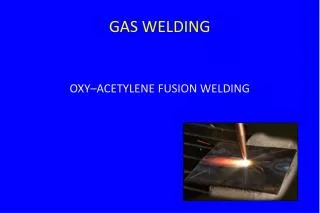
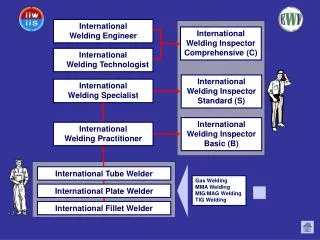
Oxyfuel Gas Welding: Flat Position. 4 Basic Positions In Welding. Flat - Also known as “down hand welding” The easiest and most efficient position Horizontal Vertical Overhead. Holding The Torch. Held Like A Pencil Held Like A Hammer. Forehand Welding.

E N D
4 Basic Positions In Welding • Flat- • Also known as “down hand welding” • The easiest and most efficient position • Horizontal • Vertical • Overhead
Holding The Torch • Held Like A Pencil • Held Like A Hammer
Forehand Welding • Torch tip is held so that the flame is pointing in the direction of travel
Backhand Welding • Torch tip is held so that the flame is pointed away from the direction of travel
Torch Angles • Travel Angle • Work Angle • Push Angle • Drag Angle
Travel Angle • Angle between a line perpendicular (90°) to the weld axis • Proper angle to create a weld pool is (35-45°)
Work Angle • Angle between a line perpendicular to the major work piece and a plane determined by the centerline of the torch tip and weld axis
Push Angle • Angle used during forehand welding when the welding end of an electrode or a gas flame points in the direction of travel
Drag Angle • Angle used during backhand welding when the welding end of an electrode or gas flame points opposite the direction of travel
Creating A Continuous Weld Pool • Weld Pool- small pool of molten metal that is formed directly below the welding flame • Penetration is controlled by the width of the weld pool. • The width of the pool should increase as the metal gets thicker. • A wider pool results in deeper penetration
Selecting A Welding Rod • A welding rod is added to a weld pool to accomplish: • Fill a groove weld • Form a fillet weld • Fill a weld pool that has a depression in it • Make a completed weld as strong as the base metal
Welding Rod Sizes • 1/16th (16mm) • 3/32nd (2.4mm) • 1/8th (3.2mm) • 5/32nd (4.0mm) • 3/16th (4.8mm) • 1/4th (6.4mm) • 5/16th (7.9mm) • 3/8th (9.5mm)
Laying A Weld Bead • Adding filler metal to a weld pool • Flat Bead Weld- a flat bead contour used when the bead will be ground down or machines • Convex Bead Weld- a weld bead with a surface that curves outward, away from the root of the weld
Your Assignment • Define Technical Terms (Page 271) • Review Question #1-10 (Page 286)