Download
1 / 28
300 likes | 628 Views
SEIS SIGMA EN LEAR DE VENEZUELA. Fecha de realización de la Presentación:. Contenido: Origen del Seis Sigma Seis Sigma en Lear Corporation Seis Sigma en Lear Venezuela Casos Exitosos. ¿Cómo surge Seis Sigma?. ¿Cómo surge Seis Sigma?.

E N D
SEIS SIGMA EN LEAR DE VENEZUELA Fecha de realización de la Presentación:
Contenido: • Origen del Seis Sigma • Seis Sigma en Lear Corporation • Seis Sigma en Lear Venezuela • Casos Exitosos
¿Cómo surge Seis Sigma? • En 1979 Art Sundry dijo “El problema real de Motorola es que nuestra Calidad apesta” y se dedicó a buscar la correlación entre alta calidad y bajos costos de desarrollo en la manufactura de productos. • En 1986 el Doctor Mikel J. Harry inicio en Motorola el desarrollo de la metodología de lo que hoy conocemos como Seis Sigma. • En los noventas Mikel Harry dejó Motorola para formar “Six Sigma Academy” .
¿Cómo surge Seis Sigma? • Seis Sigma es la mas poderosa estratégia de negocios que alienta a las compañías a incrementar dramáticamente los margenes de utilidad con: • Mejoras de la calidad • Reduciendo defectos • Por consiguiente Satisfacción del cliente
Seis Sigma en Lear Corporation • Organigrama:
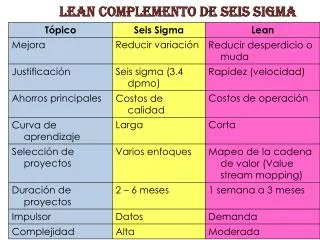
Seis Sigma en Lear Corporation • Existen cinco (05) tipos de proyectos: • Just do it • Lean Manufacturing o Kaizen • DFSS (Design For Six Sigma) • Sigma Express • Seis Sigma • Operacionales • Transaccionales Solo los Proyectos Seis Sigma van al Sigma Trac
Seis Sigma en Lear Corporation • Herramientas que utiliza la Corporación Lear: • Estructura Básica en cada Planta formada por: - In Plant Champion - Black Belt - Green Belt - White Belt (Solo en la Div. SAO) • Realización de Proyectos en cada planta. • President Assessment • Destacado Seis Sigma • Quién sabe + de Seis Sigma (Solo en la Div. SAO) • Reuniones Anuales por división de los BB’s • Compartir las mejores prácticas. A continuación algunos ejemplos
Seis Sigma en Lear Vzla. • Estrategias para la Implementación • Apoyo Gerencial - El Director de Operaciones es el “In Plant Champion”. • Formación de un Black Belt - El entrenamiento fue recibido en E.E.U.U. • Formación de Green Belts - Actualmente hay 62% de nómina mensual entrenados como GB’S. • Formación de White Belts - Actualmente hay 30% de nómina diaria entrenados como WB’S.
Seis Sigma en Lear Vzla. • Estrategias para la Implementación • Metas Corporativas de ahorro por concepto de Seis Sigma - Cantidad de Proyectos Realizados desde el 2001: 8 - Porcentaje de Ahorro sobre las Ventas: 1% anual • Destacado del Mes - Reconocimiento mensual a cualquier colaborador durante la realización del proyecto. • Quién sabe + de Seis Sigma - Eventos realizados: 11 - Porcentaje de Participantes: 40% de la Nómina
Seis Sigma en Lear Vzla. Casos exitosos Costura Desalineada en la Parte Trasera del Modelo Corsa (Blue Macaw) Sigma Trac Project # 2002.82405P Douglas Pérez Pontiles Lear Venezuela 07-Ene-2002
Definición del Problema - Alcance & Estrategia Declaración del Problema: Entre Oct.& Nov.-2001 se reportaron 146 Partes Traseras (Espaldar y Cojín) con costura desalineada, la cual ha generado acciones de contención y retrabajos adicionales al proceso de ensamble. CTS’s: CTQ: Asientos que cumplan con los estándares del cliente. Definición del Defecto: 1) Conjunto Asientos Parte Trasera con costura desalineada reportado por el residente en la ensambladora. Objetivos del Proyecto: 1) Eliminar la no conformidad encontrada en la ensambladora. 2) Reducir inspecciones adicionales realizadas en la ensambladora y en la planta Lear. • DPMO= 12,544 • ZST= 3.740 • META: 1,718 DPMO (ZST= 4.426) • META CERRADA: 0 DPMO • Beneficios: • CTQ = Productos que cumplen con las expectativas del cliente. • Por Hacer: • Mantener los controles del proyecto.
Der. Izq. CONJ. ASIENTO TRASERO IZQUIERDO P/N:93810469 + Costura desalineada hacia afuera - Costura desalineada hacia adentro
VA Start Output Y1= Cut M & S Fabric NVA Type of Fabric Cut Mean & Side M. Fabric Decoration Sewing Mean Material Fabric Inputs X1= Operator-SOP X2= ODS-SOP X3= Side & Mean M.F.-C X4= Cut Machine-C X5= Stencil-C VA Inputs X6= Operator-SOP X7= ODS-SOP X8= Machine-C X9=Pattern/Ruler-C 2 1 3 Output Y3= Mean Fabric W/ Decoration Sewing Side Material Fabric Inputs X10= Operator-SOP X11= ODS-SOP X12= Sewing Machine-C X13= M & S Fabric-C X14= Retainer-C X15= Thread-C NVA Back or Cushion Back Mean Material Fabric VA Inputs X10= Operator-SOP X11= ODS-SOP X12= Sewing Machine-C X13= M & S Fabric-C X14= Retainer-C X15= Thread-C Cushion Mean Material Fabric Sewing R.S.B. Trim Sewing R.S.C. Trim 4 VA Output Y5B= R.S.C. Trim Output Y5A= R.S.B. Trim 5.A 5.B Inputs X1= Operator-SOP X2= ODS-SOP X3= Tools-C X4= P/N-C VA VA Assy. Rear Seat Back Inputs X1= Operator-SOP X2= ODS-SOP X3= Tools-C X4= P/N-C Assy. Rear Seat Cushion Output Y6A= Rear Seat Back Output Y6B= Rear Seat Cushion 6.A 6.B NVA NVA Inputs X1= Operator-SOP X2= ODS-SOP X3= Check List-SOP Inputs X1= Operator-SOP X2= ODS-SOP X3= Check Lisat-C Output Y7A= Rear Seat Back Certificate Output Y6B= Rear Cushion Certificate Inspection R.S.B. Inspection R.S.C. 7.A 7.B NVA NVA End C= Controllable VA= Value Added N= Noise NVA= None Value Added SOP= Standard Operating procedure 8 9 Mapa del Proceso
CONTINUATION... GAGE R & R (Y) Data: Jan-31-2002 SE APRUEBA EL R & R
Seis Sigma en Lear Vzla. Casos exitosos RESUMEN
Seis Sigma en Lear Vzla. Beneficios de los Proyectos BUENO
Seis Sigma en Lear Vzla. Casos exitosos
Seis Sigma en Lear Vzla. Historia de Quién Sabe + de Seis Sigma. • Inquietud de divulgación de una metodología tan larga. • Aprobación de la Gerencia. • Inició el 11-Junio-2002. • El 24-Oct-2002 el Master Black Belt de SAO, vino a Venezuela y quedó gratamente sorprendido. • A finales de Dic-2002, el MBB exigió a todas las Plantas de la División SAO implementar esta herramienta. • Para inicio del año 2003 QSMSS ya era un objetivo corporativo en la División SAO. • En el 2003 se implementa con gran éxito en las 7 plantas de la división. • En este año 2004 se quiere traducir al inglés para implementarlo en la División NAO.
Seis Sigma en Lear Vzla. Casos exitosos: Quién Sabe + de Seis Sigma. Beneficios: • Rompe el hielo a los excépticos con esta nueva metodología. • Fometa la participación del personal con los proyectos Seis Sigma. • Motiva y fomenta la competencia interna. • Aumenta el nivel de conocimiento de Seis Sigma. • Fomenta las sugerencias de nuevas ideas en los proyectos Seis Sigma