Download
1 / 10
100 likes | 257 Views
Improving Mechanical Seal Reliability. William “Doc” Burke A.W. Chesterton-Chicago (800) 244-7325. Seals 101. Single seals are made of the same 7 pieces: gland, stationary face, rotary face, secondary elastomers, drive mechanism, spring face-loader, & gasket

E N D
Improving Mechanical Seal Reliability William “Doc” Burke A.W. Chesterton-Chicago (800) 244-7325
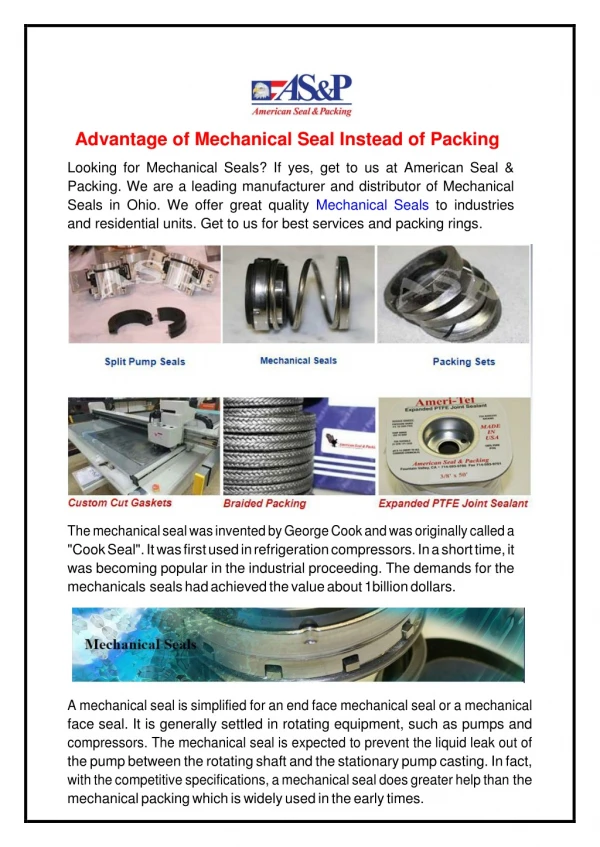
Seals 101 • Single seals are made of the same 7 pieces: gland, stationary face, rotary face, secondary elastomers, drive mechanism, spring face-loader, & gasket • Keeping the seal faces together is the main focus • Proper selection of materials includes solutions used for cleaning systems!
Pump Operation • Most seal problems come from 1 of 2 causes: Pump is not operating near its BEP, or the pump is Cavitating • Pumps are often oversized in anticipation of future needs, then run against a throttled discharge: this creates Shaft Deflection! • Oversized pumps have greater NPSHR (Net Positive Suction Head REQUIRED)
Cavitation • Air ingestion is common in WW • Internal recirculation is often mistaken as Cavitation • Cavitation is a frequent cause of bearing failure & seal faces chipping • NPSHR varies by the square of any speed change
Dynamically Balance Rotating Assemblies • Dynamic balance of entire rotating assembly is crucial • A 14” rim automobile tire has a circumference of 6.5 feet: it rotates 812 RPM @ 60 MPH, and we notice the loss of a 1 ounce weight • Shaft should be within 0.001” Total Indicator Runout (TIR) at impeller end to assure good seal life
Upgrade Bearing Protection • Lip seals were designed in the 1940’s for car water pumps • Pump bearings are designed to provide 30-40 years life based on their L10 life! • Contamination, not over-loading, kills most bearings (SKF says 36%) • Installation & Removal concerns (SKF says 34%) • Cool the oil, NOT the bearing, in hot running applications
Alignment • Within 0.002” on all 4 planes: vertical angular, vertical parallel, horizontal angular, and horizontal parallel • Couplings transmit torque & resolve thermal growth: they allow mis-alignment to destroy much more expensive bearings & seals by transmitting vibration! • Buy or Rent a laser, and get training for your people to use it properly! • Shoot the couplings with a thermal gun and see the wasted HP energy being used!
Re-building Procedures • Always use new gaskets & o-rings • Create & follow a “Pump Repair Checklist” to document the work done, the parts changed, and changes made off OEM specification! Make sure the machinist signs his work order as a matter of pride • Use OEM parts wherever possible to assure tolerances/fits & materials used are correct: stacking tolerances can lead to major headaches! • All materials are readily identifiable from the OEMs, but often are unclear from “pirate/bandit” houses • Be wary of hardened sleeves: make sure you are using set screws which can bite into the harder materials!
Clearances & Tolerances • Set impeller clearances by OEM specification: this can be a severe problem with component seal designs • Case wear rings typically have a clearance of 0.001-0.002”/shaft diameter inch. Change them once this clearance doubles. • Coating the volute or the impeller can be a very good thing, so long as the impeller & rotating assembly are re-balanced and the clearances are not affected! • Eliminate pipe strain whenever it is identified: no come-alongs or fork lifts should be required! • Identify turbulence-causing elbows & poor piping arrangements as you move through the plant, & consider flow-disrupters (static mixer in-line)
Install & Understand Seal Environmental Controls • Flush: MUST be 15-20 psi higher than stuffing box pressure to work • Steam Quench • Discharge Recirculation • Suction recirculation • Vent vertical applications • Be wary of trapped air in stuffing boxes on horizontal pumps