Download
1 / 40
510 likes | 1.57k Views
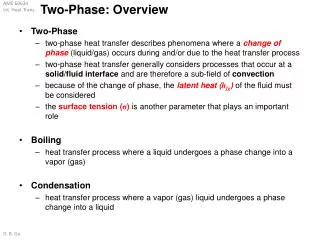
MODELLING OF KRAFT TWO-PHASE DIGESTER PULP PROCESSES. P. He M. Salcudean I. Gartshore E.L. Bibeau*. *. Engineering / Process & Product Quality Conference & Trade Fair September 12-16, 1999 Hilton Anaheim. OUTLINE. Introduction Continuos Kamyr Digester Previous numerical models

E N D
MODELLING OF KRAFT TWO-PHASE DIGESTER PULP PROCESSES P. He M. Salcudean I. Gartshore E.L. Bibeau* * Engineering / Process & Product Quality Conference & Trade FairSeptember 12-16, 1999Hilton Anaheim
OUTLINE • Introduction • Continuos Kamyr Digester • Previous numerical models • New process model • Simulation results • Conclusions
CONTINUOUS DIGESTER Chips and Chips Steam Liquor Impregnation Chips Zone Silo Steam Liquor s n Cooking e e Zone r c S White Liquor High Liquor Pressure Washing Feeder Zone Blow Line
DIGESTER • Wood • Lignin (glue that binds fibres) • Carbohydrates • cellulose and hemi-cellulose • White liquor • NaOH and Na2S • Weak black liquor • Contains the degradation products • Wash flow
DIGESTER • Wood • Lignin (glue that binds fibres) • Carbohydrates • cellulose and hemi-cellulose • White liquor • NaOH and Na2S • Weak black liquor • Contains the degradation products • Wash flow
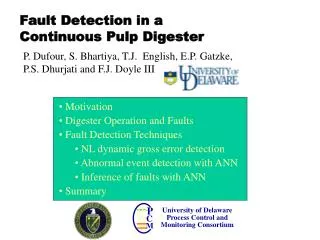
DIGESTERS MODELLING OBJECTIVES • Model the delignification processes occurring within a digester • Calculation of solid and liquid conservation equations for simulating the dynamic industrial pulping process in a digester
WHY DIGESTER MODEL • Huge capital investment for mill • Heart of Kraft operation • Improve ROR • Fluid mechanics • Fibre property variations • High corrosion rates • Improve process control and knowledge • Enhance equipment performance and reliability • Reduce risk in capital expenditures
PREVIOUS MODELS • 1-D Block Flow “0 order models” • Control of Kappa number (lignin concentration) • 1-D Models • Model free liquor + impregnated chips • Simple assumptions for flow • One 2-D model (Harkonen) • No convection terms; partial diffusion terms • Irrotational flow • Interaction between phases: Ergun’s equation
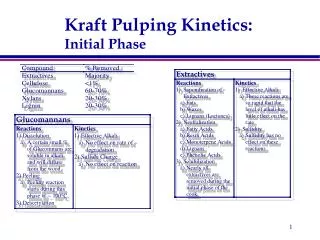
PREVIOUS MODELS • Delignification models (NaOH + Na2S) • 3 stages: initial, bulk, residual • Model different wood components • Lignin and carbohydrates • Low/high reactive lignin, cellulose, 2 components of hemi cellulose • Diffusion process
DIFFICULTIES • Complex 3-D two-phase flow with high solid fraction • Some constitutive relationships difficult to obtain • Variation of solid pressure with solid fraction and kappa number • Tangential stress in both phases • Reaction rates and diffusion characteristics • Poor characterisation and variability of chip
UBC DIGESTER MODEL MODEL CHARACTERISTICS • 3-D and two-phase solid-liquid flow • two-phase treatment implemented • Curvilinear grids with segmentation • Quasi-steady mass, chemical reaction, and heat transfer calculation • option to expand to transient • Liquid-solid flow model coupled with the energy and conservation of species equations
UBC DIGESTERS MODEL MODEL CHARACTERISTICS • Both free and entrapped liquor • mass exchange accounted • Energy equation • includes heat generation through chemical reactions • Transport equations for • lignin and carbohydrates
MODEL ASSUMPTIONS • Flow is two-phase, solid-liquid, 3D quasi-steady flow Volume fractions of solid Volume fraction of liquid Solid pressure • The liquor occurs in two forms • free liquor • liquor entrapped into the chips Volume fraction of liquid in a chip Volume fraction of wood material in a chip
DIGESTER MODEL • MASS CONSERVATION EQUATIONS • MOMENTUM EQUATIONS Liquid Solid Liquid Phase momentum exchange by diffusion Stress tensor Convection phase momentum exchange Body force Convection Solid
DIGESTER MODEL • Sample Equations Liquid Momentum Equation Solid Pressure Equation
DIGESTER MODEL • ENERGY BALANCE Liquid Solid = thermal conductivity hr heat of reaction r = reaction rate k = heat conduction c = heat capacity Subscript w indicates the side walls
DIGESTER PULPING MODEL • COMPONENT BALANCES where Ds = diffusion coefficient [OH] = concentration of effective alkali Initial: Bulk: Residual:
DIGESTER PULPING MODEL • DELIGNIFICATION REACTION RATES Stage Rlig Rcarb Initial Bulk Residual = lignin content = carbohydrate content = sulfide sulfur content [S] = concentration of sulfide sulfur
NUMERICAL SCHEME • Finite volume • Curvilinear grids • Block structured • Second order accurate for cross derivative terms • Steady and unsteady
DIGESTER MODEL HISTORY • Year 1 • Define fundamental 3-D two-phase equations • Year 2 • Implement model • Liquid flow • Solid flow • Energy • Kraft pulping process • Starting point • UBC 3-D curvilinear flow solver
DIGESTER MODEL HISTORY • Current Year • Validation • experimental digesters • in-situe measurements • compare to other numerical predictions • Investigate first commercial digester • Add sub-models • discharge pipe, rake, chip level • Constitutive relationships • solid shear • compaction
PARTICLE TRACKING • Chips • Liquor
CONCLUSIONS • 3-D digester model • fairly advanced state of development • can predict flow channelling • Computations are feasible with ability to capture essential features of the process • Effective tool to improve operations, obtain better performance, and address mill issues • Need for extensive collaboration with industrial partners and research players to address issues of measurements and validation
ACKNOWLEDGEMENT NSERC Canfor Forest Products
COPY OF PRESENTATION • Copy of results with solid shear and movies • Go to www.psl.bc.ca • Press on “Public Download” button • Go to directory “Anaheim” • Download file “Digester.ppt”