Download
1 / 21
220 likes | 328 Views
第一篇 项目四 加工中心概述. 一、加工中心简介 加工中心是高效、高精度数控机床 , 工件在一次装夹中便可自动完成多道工序的加工 . 是典型的集高新技术于一体的机械加工设备,它的发展代表了一个国家设计和制造业的水平,成为现代机床发展的主流和方向。 1 、加工中心组成 加工中心是带有 刀库 和 自动换刀装置 的数控机床。. 1 、 加工中心及其组成. 护线架. Z 轴伺服电机. 数控系统及其操作面板. 进给 Z 轴. 斗笠式刀库. 变频主轴. 活动防护门. x-y 数控拖板. 机床本体. 冷却液箱. XH713A 立式加工中心.

E N D
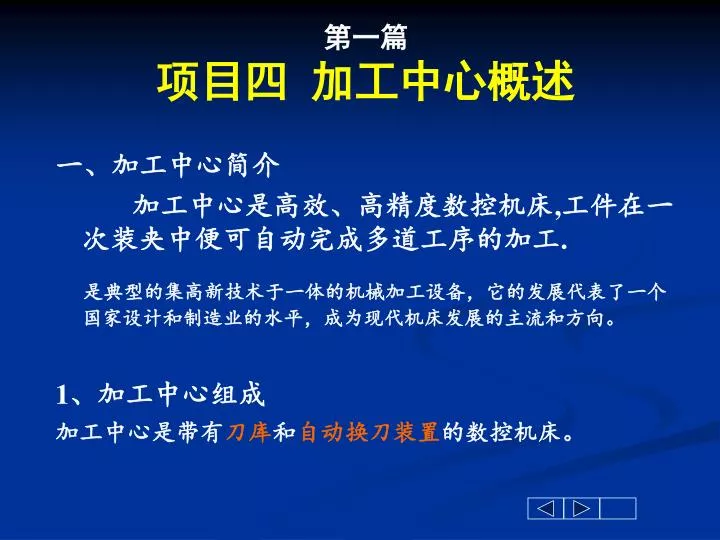
第一篇项目四 加工中心概述 • 一、加工中心简介 • 加工中心是高效、高精度数控机床,工件在一次装夹中便可自动完成多道工序的加工. • 是典型的集高新技术于一体的机械加工设备,它的发展代表了一个国家设计和制造业的水平,成为现代机床发展的主流和方向。 • 1、加工中心组成 • 加工中心是带有刀库和自动换刀装置的数控机床。
1、 加工中心及其组成 护线架 Z轴伺服电机 数控系统及其操作面板 进给Z轴 斗笠式刀库 变频主轴 活动防护门 x-y数控拖板 机床本体 冷却液箱 XH713A 立式加工中心
2、加工中心的特点: • 具有自动换刀装置,能自动地更换刀具,在一次装夹中完成铣削、镗孔、钻削、扩孔、铰孔、攻丝等加工,工序高度集中。 • 带有自动摆角的主轴或回转工作台的加工中心,在一次装夹后,自动完成多个面和多个角度的加工。 • 带有可交换工作台的加工中心,可同时进行一个加工,一个装夹工件,具有极高的加工效率。
3、加工中心的主要加工对象 • 加工中心适用于形状复杂、工序多、精度要求高、需要多种类型普通机床经过多次安装才能完成加工的零件。其主要加工对象为: • 箱体类零件 • 复杂曲面类零件 • 异形件 • 板、套、盘类零件 • 特殊加工
4、加工中心的分类: • 立式加工中心: 板材类、壳体类、凸轮、模具 • 卧式加工中心:箱体类、模具 • 龙门式加工中心: 大型、重型和形状复杂零件 • 复合加工中心(五面体加工中心)
二、加工中心自动换刀装置 回转刀架:结构简单、刀具数 量有限、车削中心 带刀库的自动换刀装置 (应用广泛) • 自动换刀装置的形式 • 1、自动换刀装置(ATC) • 自动换刀装置的用途是按照加工需要,自动地更换装在主轴上的刀具。自动换刀装置是一套独立、完整的部件。
鼓轮式刀库:结构简单、紧凑、应用广 链式刀库:刀库容量大 刀库形式 • 2、刀库的形式
盘式刀库 a)径向取刀形式b)轴向取刀形式c)径向布置形式d)角度布置形式
链式刀库 链式刀库
3、换刀过程 • 自动换刀装置的换刀过程由选刀和换刀两部分组成。 • 选刀:是刀库按照选刀指令( Txx 指令)自动将要用的刀具移动到换刀位置,完成选刀过程,为下面换刀做好准备。 • 换刀:是把主轴上用过的刀具取下,将选好的刀具安装在主轴上。
顺序选刀方式 (早期) 任选方式:记忆式, 跟踪刀具就近换刀 (现在) 选刀方式 机械手换刀 刀库—主轴运动换刀 换刀方式 • 选刀和换刀方式:
4、机械手换刀动作过程 1、主轴箱回参考点,主轴准停。 2、机械手抓刀 (主轴上和刀库上) 3、取刀: 活塞杆推动机械手下行。 4、交换刀具位置: 机械手回转180°。 5、装刀: 活塞杆上行,将更换后的刀具装入主轴和刀库。
分度:将刀盘上接收刀具的空刀座转到换刀所需的预定位置。分度:将刀盘上接收刀具的空刀座转到换刀所需的预定位置。 • (b) 接刀:活塞杆推出,将空刀座送至主轴下方,并卡住刀柄定位槽。 • (c) 卸刀:主轴松刀,铣头上移至参考点。 • (d) 再分度:再次分度回转,将预选刀具转到主轴正下方。 • (e)+(f): 装刀:铣头下移,主轴抓刀,活塞杆缩回,刀盘复位。
三、 加工中心的工艺准备 一、加工中心的工艺特点 • 由于加工中心工序集中和具有自动换刀的特点,故零件的加工工艺应尽可能符合这些特点,尽可能地在一次装夹情况下完成铣、钻、镗、铰、攻丝等多工序加工。 • 由于加工中心具备了高刚度和高功率的特点,故在工艺上可采用大的切削用量,以便在满足加工精度条件下尽量节省加工工时。 • 选用加工中心作为生产设备时,必须采用合理的工艺方案,以实现高效率加工。
二、工艺方案确定原则 • 1、确定采用加工中心的加工内容,确定工件的安装基面、加工基面、加工余量等。 • 2、以充分发挥加工中心效率为目的来安排加工工序。有些工序可选用其它机床。 • 3、对于复杂零件来说,由于加工过程中会产生热变形,淬火后会产生内应力,零件卡压后也会变形等多种原因,故全部工序很难在一次装夹后完成,这时可以考虑两次或多次。 • 4、当加工工件批量较大,工序又不太长时,可在工作台上一次安装多个工件同时加工,以减少换刀次数。
5、安排加工工序时应本着由粗渐精的原则。 • 建议参考以下工序顺序:铣大平面、粗镗孔、半粗镗孔、立铣刀加工、打中心孔、钻孔、攻螺纹、精加工、铰、镗、精铣等。 • 6、采用大流量的冷却方式 。提高刀具寿命,减少切削热量对加工精度的影响. • 在机床选用上,应了解各类加工中心的规格、最佳使用范围和功能特点。
四、加工中心刀具系统 • 1、加工中心对刀具的要求: • 良好的切削性能: • 能承受高速切削和强力切削并且性能稳定。 • 较高精度: • 刀具的精度指刀具的尺寸精度和刀具与装卡装置的位置精度。 • 完善的工具系统:满足各种及连续加工要求。
2、加工中心的刀具系统 • 加工中心上使用的刀具分刃具部分和连接刀柄部分。 • 刃具部分与数控铣所使用的刀具基本相同。 • 刀柄部分与一般数控铣床用刀炳部分不同。 • 加工中心用刀柄带有夹持槽供机械手夹持。 • 刀具系统已经系列化、标准化。
如:TSG整体式工具系统。 • TSG工具系统中的刀柄,其代号由四部分组成,各部分的含义如下:
代号 工具柄部型式 工具柄部型式代号 JT BT ST MT MW ZB 自动换刀机床用7:24圆锥工具柄GB10944-89 自动换刀机床用7:24圆锥BT型工具柄JIS B6339 手动换刀机床用7:24圆锥工具柄GB3837.3-83 带扁尾莫氏圆锥工具柄GB1443-85 带扁尾莫氏圆锥工具柄GB1443-85 直柄工具柄GB6131-85
