Download

1 / 28
390 likes | 543 Views
ME 330 Manufacturing Processes MECHANICAL ASSEMBLY: Joining Methods using Fasteners. Overview of processes. Principle of the process Process Process modeling Defects Design For Manufacturing (DFM) Process variation. Mechanical Assembly: Definition.

E N D
ME 330Manufacturing ProcessesMECHANICAL ASSEMBLY:Joining Methods using Fasteners
Principle of the process Process Process modeling Defects Design For Manufacturing (DFM) Process variation
Mechanical Assembly: Definition Use of various methods to mechanically attach two or more parts. Principle of the assembly: create a mechanical constraint on two parts that are assembled.
Two Major Types of Mechanical Assembly • Allow for disassembly 2. Create a permanent joint with no possibility of disassembly • Use of the third part component • Use of the deformation between two components to be assembled. • Adhesion and bonding Both are means to create the mechanical constraint between A and B.
Pros of Mechanical Assembly • Ease of assembly – accomplished with relative ease by unskilled workers • The least number of special tools is required. • Can be done in a relatively short time. • Ease of disassembly – at least for the methods that permit disassembly
Principle of the process Structure and configuration Process modeling Defects Design For Manufacturing (DFM) Process variation
Use of the third party component - fastener for the joining with a possibility of disassembly See for a good overview: https://www.fastenal.com/products/fasteners;jsessionid=jHfOphv8aCkcv5uQZhdXWmxK.d36f637b-91a9-3b2b-9fa6-50af87272845?r=~%7Ccategoryl1:%22600000%20Fasteners%22%7C~ http://www.mcmaster.com/#fastening-joining
Fastens: Screws, Bolts, and Nuts • Screw - externallythreaded fastener generally assembled into a blind threaded hole. Some screws are self-tapping, so there is no need to tap the hole. • Bolt - externally threaded fastener inserted into through holes and "screwed" into a nut on the opposite side. • Nut - internally threaded fastener having standard threads that match those on bolts of the same diameter, pitch, and thread form.
TF W Question: why is the assembly not loosen after fastening? Answer: self-locking principle.
Self-locking principle: Step 1: after F is gone, the separate force diagram is shown below N f W Step 2: the condition that the block does not slide back: tan (α) < µ, µ is friction coefficient. α<tan-1(µ) Conclusion: the screw must be designed such that tan (α) < µ
Self-locking principle: N Increase µ f Increase µ tan (α) < µ W Assume no consideration of contact force
Self-Tapping Screws • Designed to form or cut threads in a pre‑existing hole into which it is being turned. • For thicker materials, a hole needs to be drilled first, otherwise cracking may result. • thread‑forming, and • thread‑cutting, also called a tapping screw.
Nut Types • Hex nut: plain type. • Wing nut: designed for hand tightening. • Nylon insert lock nut: has nylon insert to resist loosening. Also called Nylock nut • Castle nut: used with a cotter pin to prevent loosening How cotter pin works https://youtu.be/BqdPE7ddib0
Some Facts About Screws and Bolts • Screws and bolts come in a variety of sizes, threads, and shapes. • Much standardization in threaded fasteners, which promotes interchangeability. • Canada and US is converting to metric, further reducing variations. • Differences between threaded fasteners affect tooling Example: different screw head styles and sizes require different screwdriver designs.
Head Styles on Screws • Common head styles available on screws Courtesy of www.mikesenese.com
Drive Styles on Screws • Common drive styles available on screws Courtesy of www.mikesenese.com
Setscrews Force constraint creation between collar and shaft: setscrew touch the surface of the shaft pressure no relative motion between the shaft and setscrew no relative motion between the shaft and collar • Assembly functions such as fastening collars, gears, and pulleys to shafts
Assembly enhancement: Screw Thread Inserts Internally threaded plugs or wire coils designed to be inserted into an unthreaded hole and accept an externally threaded fastener • Assemble into weaker materials to provide strong threads • Expand when screwed into, in some cases
(a) before insertion, and (b) after insertion into hole and screw is turned into insert
Assembly enhancement: Washer • Hardware component often used with threaded fasteners to ensure tightness of a mechanical joint. Simplest form = flat ring of thin sheet metal. • Functions: • Distribute stresses • Provide support for large clearance holes • Protect part surfaces and may help seal • Increases spring tension • Resists inadvertent unfastening Screw or bolt or nut Washer Force closure Parts Elastic force
Washer Types • plain (flat) washers • spring washers: dampens vibration and resists loosening of bolt/screw • Lock washer: designed to resist loosening of bolt/screw • split lock washer: designed to resist loosening of bolt/screw (d)
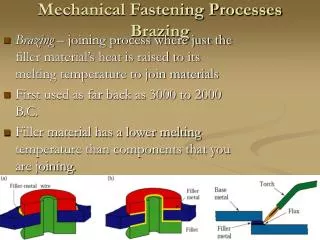
Use of the third part component - fastener for the permeant joining Rivets Unthreaded, headed pins used to join two or more parts by passing the pin through holes in parts and forming a second head in the pin on the opposite side
Five Basic Types of Rivets (a) Solid, (b) tubular, (c) semi tubular, (d) bifurcated, and (e) compression
Applications and Advantages of Rivets • Used primarily for lap joints. • A primary fastening method in aircraft and aerospace industries. • Advantages: • High production rates • Simplicity • Dependability • Low cost https://youtu.be/BqdPE7ddib0
Tooling and Methods for Rivets • Impact - pneumatic hammer delivers a succession of blows to upset rivet. • Steady compression - riveting tool applies a continuous squeezing pressure to upset rivet. • Combination of impact and compression.
Fastening with Eyelets (a) Eyelet, (b) assembly sequence: (1) inserting eyelet through holes and (2) setting operation
Summary • Mechanical assembly concept – providing mechanical constraints on two parts. • Assembly can be: permanent and disassembly. • Disassembly possibility: bolts-nuts, screw. • Permanent: rivets. • Rives: cheap, efficient used in aircraft, ship.