Download
1 / 38
970 likes | 2.72k Views
Micro Milling. Jennifer Doyle, Aaron Ramirez, Adrienne Watral. Outline. What is micro milling Milling fundamentals Macro-scale physics Micro capabilities CAD/CAM Micromilled parts Tools Benefits Limitations Quality, cost, rate, accuracy. Summary.

E N D
Micro Milling Jennifer Doyle, Aaron Ramirez, Adrienne Watral
Outline • What is micro milling • Milling fundamentals • Macro-scale physics • Micro capabilities • CAD/CAM • Micromilled parts • Tools • Benefits • Limitations • Quality, cost, rate, accuracy
Summary • Micromilling best process for prototyping • Variety of material possibilities • 3D machining in one step good for microfluidic applications • Risks: burrs, material grain size issues, tool wear/breakage
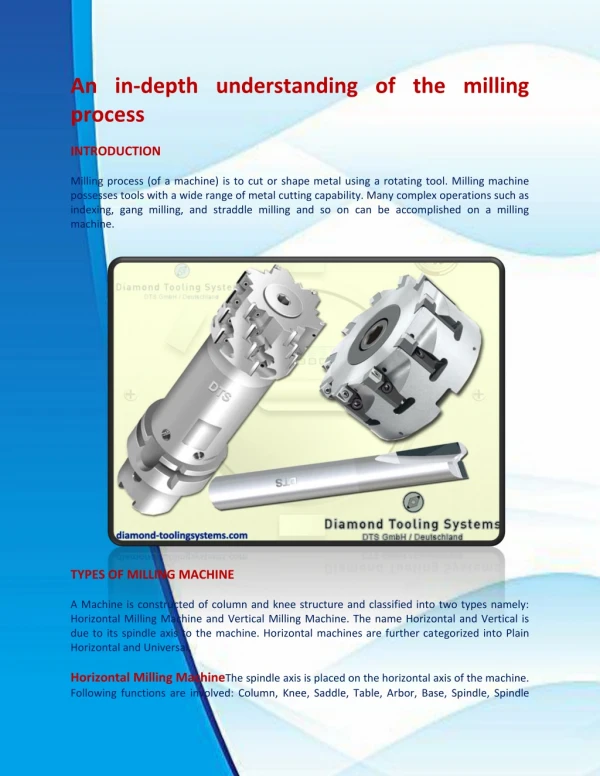
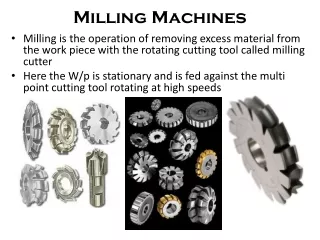
What is Micro Milling? • Used to create 3D features in the range of a few microns to a few hundred microns • Fields currently used in include: • optics, electronics, medical devices, telecommunications • micro-holes for fiber optics, nozzles for high-temperature jets, molds and x-ray lithography masks
Fundamentals of Milling Process I • Micromilling • No roughing, finishing passes Conventional Material Removal • Chip formation • Roughing and finishing
Fundamentals of Milling Process II Conventional Material Removal • Important parameters: • Feed Speed • Chip load/tooth • Cooling • Cutter/workpiece material • Cutter geometry electron.mit.edu • Additional Micro-milling considerations • Minimum Chip Thickness effect • Grain size effect • Dynamic response • Burr formation
Fundamentals of Milling Process III Climb Milling Conventional Milling electron.mit.edu electron.mit.edu • Rubbing • Work hardening • Poor finish, in general • Better finish • Increased cutting forces • 'Special Case' materials
Fundamentals of Milling Process IV Climb micro-milling Conventional micro-milling electron.mit.edu electron.mit.edu What about at the micro-scale? • Rubbing • Work hardening • Poor finish, in general • Digs into softer materials • Damages cutters • Better finish • Increased cutting forces • 'Special Case' materials • Vibrations • Damages delicate features Source: D. Korn
Fundamentals of Milling Process V Thermal considerations Macro-scale • Heat treatment • Thermal stresses • Fire • Micro-scale • Thermal expansion • Thermal conductivities • Draper guy contradiction? Source: X. Liu, R.E. DeVor, S.G. Kapoor.
Dominant Physics at Micro Scale I • Dynamic response • Instability regions • Dynamic Model • Optimal feedrates • Axial depth of cut Source: X. Liu et. al.
Dominant Physics at Micro Scale II Minimum Chip Thickness (MCT) effect • Poor finish • Increased forces • MCT material dependent MCT causing increased roughness, cutting forces. X. Liu, et. al.
Dominant Physics at Micro Scale III Grain size to chip thickness effect • Erratic cutting forces + high frequency excitation • Instability and tool breakage! • Mitigate with smaller grains and isotropy Fig. 1: Grains in brass. M. Takacs, et al. Fig. 2: Comparison of grain sizes in macro- and micro- millingG. Bissacco, et. al
CAD/CAM Considerations • Tool motion calculations • Rounded toolpaths • Rounding becomes useless below a certain value • Low spindle speeds • limits maximum attainable feedrate
Macro vs. Micro scale summary • Macro • Well established • Greater variety of tools • Micro • Minimum Chip thickness • Dynamic considerations • Surface effects • Grain effects • Elastic-plastic machining • Significant burrs • CAM not as developed
Microlution 363-S 3 Axis CNC Micro Milling Machine http://www.microlution-inc.com/
http://www.microlution-inc.com/ What Can We Make?
http://www.microlution-inc.com/ What Can We Make?
Micromilled Features Source: www.nist.gov
Micromilled Features Source: www.nist.gov
Alternative Micro Manufacturing Technologies • Lithographic Methods • MEMs-Based Methods • Micro EDM (Electrical Discharge Machining) • Laser Machining
Benefits of Micro Milling vs Other Technologies • Relatively rapid manufacture of prototype devices • Broad range of materials can be used • Steel, brass, aluminum, ceramics, plastics, other polymers • Ability to use solvent and heat resistant materials (i.e. stainless steel, tool steel) • True 3D geometry creation • Other techniques such as lithography, only work in one plane - constructing a 3rd dimension requires multi-layering • Milling offers manufacturing of 3D structures in just one machining operation
Benefits of Micro Milling vs Other Technologies Potential Microfluidics Applications: • Micromilling can be used to fabricate stamping dies or directly fabricate micro channels • Geometries useful for microfluidic devices • Shaped walls • In-channel features for fluid mixing • Transitions between channel elevations
Limitations of Micro Milling • Size/accuracy constraints imposed by limits of tool geometry • Issues with surface quality and finish • Tooling wear and breakage • Issues involving material grains • Still less knowledge of appropriate machining techniques and values (spindle speed, feed rate, etc) for different tasks • Burrs
Quality • There are quality concerns, particularly with regards to surface quality/roughness • If roughing and finishing are combined as advised, optimal quality may not be achieved • However, vibration or fracture that can arise from multiple passes also damaging to surface quality • For multiphase materials, significant variations in machining process arise when moving between grains • Affects cutting forces and causes dynamic excitation/vibrations of tool-workpiece system • Can lead to uneven surface generation
Quality Burr Formation • Disproportionate burr formation, on scale of a few microns in size up through 50 microns Fig. 1: Burrs in stainless • Rounded cutting edges of tools - in the curved region, workpiece is compressed and forms burrs • Reduced when using sharp diamond tools and increased when using worn out tools • With multiphase materials, burr formation occurs between grains as chip formation gets interrupted Source: K. Lee Fig. 2: Correlation between feed per tooth and burr height
Quality Burr Formation • Possible to reduce burrs, both during or after cutting • During cutting: Protect surface with polymer coating such as cyanacrylate • Works as shield to prevent burrs from growing, can be removed with acetone after cutting • After cutting: Can also use polymer coating to embed burrs • For steel, polymer not stiff enough to prevent burring • Clean off burrs with electrochemical polishing • But need to make sure not to damage or reduce desired structures Source: Th. Schaller et. all
Accuracy • Accuracy in principle in the 1E-3 to 1E-5 range (tolerance to feature size), compared to 10E-1 to 10E-2 range for most MEMs-based methods • Accurate features have been made to the following limits: • Minimum 50 micron wide channels • Minimum 8 micron wide walls • Draper says their machine's tolerances are very accurate, though did not specify numbers • However, potential for tool variance even among tools of the "same" size • On the order of +/- 5 microns • Draper noted this variance even from tools in the same package • They inspects all their tools and pick the "best" ones for the real jobs
Accuracy • Tooling wear impacts quality and accuracy • Lack of tool sharpness promotes burr formation • Increases cutting forces which lead to tool breakage • Desired profiles of grooves and walls quickly become more rounded • Limited stiffness of mill tools can cause dynamic vibration - leads to problems with both surface quality and tool wear Source: Schaller et al
Cost • Compared to other micro-manufacturing methods, micromilling is considered more cost-feasible for small series runs and prototyping • Lithographic techniques are based on more costly and time consuming multi-layering methods • Higher manufacturing costs associated with the masks required for exposure for lithographic methods • Thus, less suitable for small batches or single-part production • More automation/computer control means less labor involvement • Draper says process is almost completely automated • Tool breakage risks run higher with micro milling than with conventional milling • Greater tool replacement costs
Speed • Similarities between High Speed Machining and micromilling -- thus might assume fast speeds • Small tool edge radii mean spindle speed is often too slow to produce high cutting feed • Limits the maximum attainable feedrate • For example, a feedrate of 100m/min with a 10mm cutter should require a spindle speed of approx 3200rpm (N = V/pi*D) • Scaling down to 100 micron cutter would theoretically require a spindle speed of 320000rpm, which is currently unattainable • Combined roughing and finishing may reduce time because of fewer passes • Machining time is on magnitude of hours to days
Works Cited X. Liu, R. E. DeVor, and S. G. Kapoor. "An Analytical Model for the Prediction of Minimum Chip Thickness in Micromachining." J. Manuf. Sci. Eng. 128, 474 (2006) X. Liu, R.E. DeVor, S.G. Kapoor. "The Mechanics of Machining at the Microscale: Assessment of the Current State of the Science." ASME 2004 X. Liu et. al. "Cutting Mechanisms and Their Influence On Dynamic Forces, Vibrations, and Stability in Micro Endmilling." Proceedings of ASME International Mechanical Engineering Congress and Exposition. November 13-20, 2004, Anaheim, California USA M. Takacs, B. Vero, I. Meszaros. "Micromilling of metallic materials." Journal of Materials Processing Technology, Volume 138, Issues 1-3, IMCC2000, 20 July 2003 G. Bissacco, H.N. Hansen, L. De Chiffre. "Micromilling of hardened tool steel for mould making applications." Journal of Materials Processing Technology, Volume 167, Issues 2-3 K. Lee, David A. Dornfeld. "Micro-burr formation and minimization through process control." Precision Engineering, Volume 29, Issue 2, April 2005, Pages 246-252