Download
1 / 74
750 likes | 894 Views
第六章 原料气 的精制 p180. 变换后的原料气组成. 本工序的任务:气体的最终净化. 气体的最终净化. 甲烷化法. 方法. 液氮洗涤法. 铜氨液洗涤法. 1 .铜氨液洗涤法. 在高压和低温条件下用醋酸铜的氨溶液吸收一氧化碳、二氧化碳、硫化氢和氧,使气体得到进一步净化( CO+CO 2 <20ppm ) , 然后溶液在减压和加热条件下再生,恢复吸收能力后循环使用的过程。. 铜洗、铜液、精炼气、铜洗气. ? ? ? ? ? ?. 2 .液氮洗涤法.

E N D
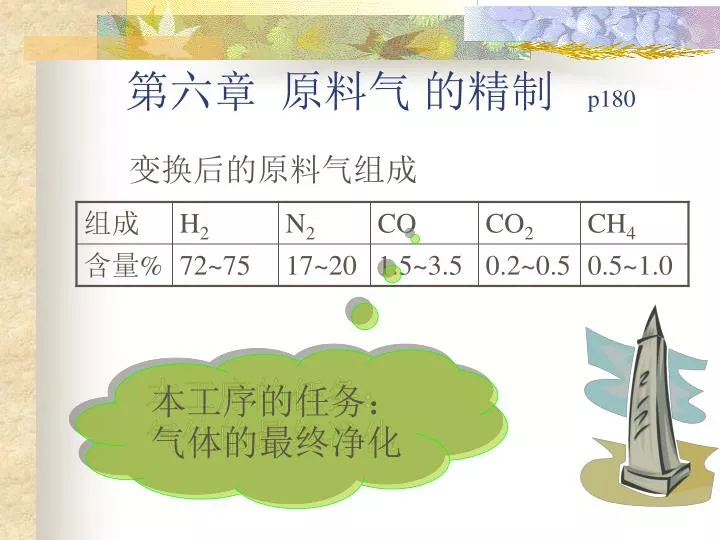
第六章 原料气 的精制 p180 变换后的原料气组成 本工序的任务:气体的最终净化
气体的最终净化 甲烷化法 方法 液氮洗涤法 铜氨液洗涤法
1.铜氨液洗涤法 在高压和低温条件下用醋酸铜的氨溶液吸收一氧化碳、二氧化碳、硫化氢和氧,使气体得到进一步净化(CO+CO2<20ppm),然后溶液在减压和加热条件下再生,恢复吸收能力后循环使用的过程。 铜洗、铜液、精炼气、铜洗气 ? ? ? ? ? ?
2.液氮洗涤法 在空气液化分离技术的基础上,以低温下逐级冷凝原料气中各个高沸点组分,最后用液体氮把少量一氧化碳及残余的甲烷洗涤脱除。操作温度-170°C 是一个物理低温分离过程,制得的氢氮混合气不含水蒸气,一氧化碳体积分数低于3×10-6,甲烷体积分数低于1×10-6。
3.甲烷化法 甲烷化法是在催化剂存在的条件下使一氧化碳和二氧化碳加氢生成甲烷。 CO+H2=CH4 CO2+H2=CH4 三种方法的优缺点:
第—节 铜氨液洗涤法 蚁酸亚铜 吸收性好、挥发性大 碳酸铜氨液 吸收性差、循环量大 方法 醋酸铜氨液 吸收性好、损失小
金属铜(电解铜)在有氨 的溶液中在一定温度下通入空气,金属铜氧化为高价铜: 2Cu+4HAc+8NH3+O2= 2Cu(NH3)4Ac2 +2H2O 高价铜把金属铜氧化为低价铜: Cu(NH3)4Ac2 +Cu= 2Cu(NH3)2Ac2 铜液制备:
(一)铜离子:高价铜和低价铜离子组成。 Cu(NH3) +2是吸收CO的活性成分,无色。 Cu(NH3)42+形式存在,可防止发生析出金属铜的反应,呈蓝色。 高价铜离子浓度越高,铜液颜色越蓝。 一、醋酸铜氨液的成分和作用 组成 铜、醋酸、氨和水。 总铜TCu=【CU++CU++】 铜比R=CU+/CU++
(二)氨 与低、高价铜离子配合 Cu(NH3)4Ac2 Cu(NH3)2Ac2 配合氨 与酸根结合在一起的氨 NH4Ac、NH4HCO3 存在 形式 固定氨 总氨 物理溶解状态 NH3(l) 游离氨
(三)醋酸 铜液中的醋酸是以Ac-离子形式存在,与 结合成复盐Cu(NH3)2Ac2、Cu(NH3)4Ac2,若溶液中醋酸量不足, 就会与其它酸根结合,影响溶液的稳定。 酸比总铜高15%
(一)吸收CO反应的化学平衡 吸收一氧化碳的反应如下: 二、铜氨液吸收一氧化碳的基本原理 反应平衡 气液平衡 反应特点:可逆、放热
式中 a--各组分的活度; c--各组分的浓度; r--各组分的活度系数 平衡常数
(二)铜液的吸收能力 铜液的吸收能力通常是指单位体积铜液所能吸收一氧化碳的体积,用 表示,单位为m3co/m3铜液。 设新鲜铜液中低价铜离子浓度为Amol·L-1,游离氨的浓度为Bmol·L-1,m为吸收达到平衡时每摩尔 转变为Cu[(NH3)3CO]+的分率,即每摩尔低价铜离子吸收一氧化碳的摩尔数(m<1)。
达到平衡时铜液吸收的CO与一氧化碳平衡分压、温度及铜液组成之间的关系:达到平衡时铜液吸收的CO与一氧化碳平衡分压、温度及铜液组成之间的关系:
VCO 铜液吸收—氧化碳的能力随 增加而增加。增加低价铜离子的浓度,降低温度和提高压力均能增大铜液的吸收能力。
例题 铜洗塔操作条件如下:操作压力l2MPa,入塔气体中CO含量4%,出塔铜液温度25℃。铜液成分(mol.L-1):Tcu 2.3,Cu+2.0,Cu2+O.29,NH3 10.25,CO2 2.3,HAc 2.1。求该铜液的吸收能力。若入塔气为3000m3/tNH3,塔底吸收达平衡时的80%,计算吨氨所需铜液的循环量m3.
(三)、铜洗气中一氧化碳残留量 铜洗气中一氧化碳残留量随着温度降低、压力提高和铜掖中一氧化碳残余量的减少而减少。
三、铜氨液吸收二氧化碳、氧和硫化氢 反应进行时放出大量热量,使铜液温度上升,影响吸收能力,同时还消耗游离氨。生成的碳酸铵和碳酸氢铵在低温时易于结晶。当醋酸和氨不足时,还会生成碳酸铜沉淀。
反应为瞬间不可逆反应,能很完全地把氧脱除。但吸收1mol氧可使4mol低价铜氧化,而且还消耗游离氨。所以,当原料气中氧含量过高时,会出现铜比急速下降的情况。反应为瞬间不可逆反应,能很完全地把氧脱除。但吸收1mol氧可使4mol低价铜氧化,而且还消耗游离氨。所以,当原料气中氧含量过高时,会出现铜比急速下降的情况。
(三)、吸收硫化氢的反应 铜液吸收硫化氢是依靠游离氨的作用 溶解在铜液中的硫化氢,能与低价铜进行下列反应生成溶解度很小的硫化亚铜沉淀:
(四)乙炔亚铜的生成 • 乙炔亚铜的危害: • 乙炔亚铜有很强的起跑作用,易引起铜塔带液。 • 乙炔亚同在干燥时因摩擦装击或受热易爆炸 • 增加铜耗
四、铜氨液吸收的工艺条件 (一)温度 (二)压力 (三)铜液的组成 1.总铜与铜比 2.氨含量 3.醋酸 4.残余的一氧化碳和二氧化碳
五、铜氨液的再生 (一)铜液再生的化学反应
再生的工艺条件 1. 温度 2.压力
3.再生时间:铜液在再生器内的停留时间即为再生时间。表7—4列出了在77℃下铜液上方C0分压与再生停留时间的关系。3.再生时间:铜液在再生器内的停留时间即为再生时间。表7—4列出了在77℃下铜液上方C0分压与再生停留时间的关系。
4.还原操作条件 A、溶解态CO B、还原速度
再生温度 一般情况,再生温度每提高1℃,回流塔出口铜液温度可提高2℃,所以控制再生温度是控制回流塔CO解吸和调节铜比的重要手段。
1. 再生过程氨的回收; 2.再生气的处理; 3.能量回收; 4.回流塔、再生器相还原器位置的安排; 5.铜液的清理; 6.不同脱碳方法所引起的特殊问题 六、工艺流程 应考虑的问题
七、主要设备 (一)铜塔
第二节 甲烷化法 甲烷化法是在一定温度下,利用催化剂使少量一氧化碳、二氧化碳加氢生成甲烷而使气体精制的方法。 适用范围:CO+CO2<0.7% 常和低温变换工艺配套 净化程度:CO+CO2<10ppm
一、基本原理 (一)化学平衡:碳氧化物加氢的反应如下:
从脱除碳氧化物角度,希望能按前两个反应进行,而使副反应不进行或进行很少,在选择操作条件时,必须考虑力求有利于甲烷化的反应。从脱除碳氧化物角度,希望能按前两个反应进行,而使副反应不进行或进行很少,在选择操作条件时,必须考虑力求有利于甲烷化的反应。 甲烷化是强烈放热反应,催化剂床层会产生显著的温升。 T 72 CO 1% ℃ T 60 CO2 1% ℃ O2 1% T 160 ℃
甲烷化炉中,催化剂床层的总温升可由下式计算甲烷化炉中,催化剂床层的总温升可由下式计算 入口一氧化碳浓度 入口气氧浓度 入口二氧化碳浓度
温度 270--420 1-3MPa 压力 工艺条件 气体成分 CO+CO2<0.7%
平衡常数 结论:随着温度的提高,平衡常数降低。 工业生产上一般控制为280一420 ℃,该温度范围内,平衡常数值很大。
碳基镍为剧毒物质,空气中允许碳基镍的最高含量为0.001mg/m3,中毒症状为头痛、昏迷、恶心呕吐、呼吸困难,而且会造成催化剂活性组分镍的损失。碳基镍为剧毒物质,空气中允许碳基镍的最高含量为0.001mg/m3,中毒症状为头痛、昏迷、恶心呕吐、呼吸困难,而且会造成催化剂活性组分镍的损失。 理论上生成羰基镍的温度上限为121℃,正常的甲烷化操作反应温度都在300℃以上,生成碳基镍的可能性很小。当发生事故停车时,甲烷化温度可能低于200 ℃ 。开车时应防止催化剂和一氧化碳接触,用氮气或不含一氧化碳的氢氮混合气置换甲烷化炉。
二、甲烷化催化剂 甲烷化是甲烷转化的逆反应。 甲烷化催化剂和甲烷转化催化剂都是以镍作为活性组分。但两种催化剂也有区别。 注意: 升温还原 后使用 活性组分:镍 存在形式:氧化镍
硫、砷、卤素是镍催化剂的毒物 在合成氨系统中最常见的毒物是硫(硫化氢)。由于硫化氢具有未共用的电子对,可以和过渡金属镍中的d轨道电子形成配位键而强烈地吸附在镍的表面上,阻碍对反应分子的吸附,使催化剂活性降低。因此,硫对甲烷化催化剂的毒害是累积的。当催化剂吸附0.1%一0.2%的硫(以催化剂质量计),其活性明显衰退,若吸附0.5%的硫,催化剂的活性完全丧失。
三、工艺条件 (一)压力 甲烷化是体积缩小的反应,提高压力有利于化学平衡,使反应速度加快,提高催化剂的生产能力。在实际生产中,甲烷化的操作压力由合成总流程和气体净化压力确定。 通常为1.0-10.0MPa。
温度 甲烷化催化剂在200 ℃已有活性。提高温度,甲烷化反应的平衡常数降低。但在实际操作条件下,反应是在远离平衡的状态下进行,不会受到热力学平衡的制约。从反应速度考虑,提高温度可以加快甲烷化反应速度。实际生产中,甲烷化炉的入口温度受碳基镍生成温度和催化剂起活温度的限制,一般控制在280 ℃ 左右,高限温度受甲烷化炉材质的限制,一般不超过420 ℃ 。
甲烷化是强烈的放热反应,原料气中一氧化碳和二氧化碳含量增加,易造成催化剂超温。另外,消耗了合成氨所需氢气且生成无用的甲烷。因此,必须严格控制甲烷化炉入口的一氧化碳和二氧化碳的含量。一般要求碳氧化物含量小于0.7%。甲烷化是强烈的放热反应,原料气中一氧化碳和二氧化碳含量增加,易造成催化剂超温。另外,消耗了合成氨所需氢气且生成无用的甲烷。因此,必须严格控制甲烷化炉入口的一氧化碳和二氧化碳的含量。一般要求碳氧化物含量小于0.7%。