Download
1 / 64
790 likes | 1.4k Views
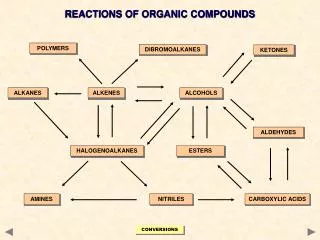
Thermosets_ Epoxy, Polyesters, Vinyl esters, Polyurethanes, and Phenolics. Professor Joe Greene CSU, CHICO. Composites Reference: Appendix E. Industrial Plastics, Modern Plastics Encyclopedia (p142). History Applications Advantages/Disadvantages Chemistry and Chemical Structure

E N D
Thermosets_ Epoxy, Polyesters, Vinyl esters, Polyurethanes, and Phenolics Professor Joe Greene CSU, CHICO
Composites Reference: Appendix E. Industrial Plastics, Modern Plastics Encyclopedia (p142) • History • Applications • Advantages/Disadvantages • Chemistry and Chemical Structure • Mechanical Properties • Physical Properties • Processing Characteristics • Other thermosets • Review • Questions
Composites History • Thermosets are polymers that undergo a chemical reaction during the polymerization. • Thermosetting reaction is not reversible under heat. • Epoxy • Standard epoxy is based on bisphenol A and epichlorohydrin. • Others based on phenols and formaldehyde or aromatic amines and aminophenols • Curing can occur at room temperature with the use of 2 component systems. Curing at elevated temperature with use of one-component. • Properties include good adhesion to many substrates, low shrinkage, high electrical resistivity, good corrosion resistance, and thermal. • Processing is achieved without generation of volatiles.
Polymers Composites • Objectives • Define the components and difference types of composites. • Explain the different types of composite construction and the reasons behind them. • Describe the various manufacturing methods used to produce composites. • List the different reinforcing materials used in composites. • List the various matrix materials used in composites. • Excellent Web sites • Michigan State http://islnotes.cps.msu.edu/trp/ • U of Delaware http://www.ccm.udel.edu/publications/CU/99/ • Cornell University http://www.engr.siu.edu/staff2/abrate/NSFATE/links.htm
Composites • Composite definition • A composite is a material comprised of two or more physically distinct materials with at least one material providing reinforcing properties on strength and modulus. • Natural Composites • Bone • Wood • Bamboo: Natures fiber glass due to pronounced fibrillar structure which is very apparent when fractured. • Muscle and other tissue • Engineering Composites • Reinforced concrete beams • Thermoset composites: Thermoset resins (polyurethanes, polesters, epoxies) • Glass fibers, Carbon fibers, Synthetic fibers, metalfibers, or ceramic fibers • Thermoplastic composites (polypropylene, nylon, polyester,TPU,polyimide) • Glass fibers, Carbon fibers, Synthetic fibers, metalfibers, or ceramic fibers
SMC Sheet Molding Compound: Polyester Resin and chopped glass Polyester resin and Glass Mat Preform With RTM Resin Transfer Molding
Automotive Plastics and Composites Use • Exterior Composite Panels • doors • Sheet Molded Compound (SMC) with compression molding: Camaro, Firebird and Corvette • Polyester resin and glass mat preform with Resin Transfer Molding (RTM): Viper • hoods • Sheet Molded Compound (SMC) with compression molding: Camaro, Firebird, Corvette, Ford trucks • Polyester resin and glass mat preform with Resin Transfer Molding (RTM): Viper, Heavy duty trucks) • bumper beams • Glass Mat Thermoplastic (GMT) with compression molding : Camaro, Firebird, Venture, Transport, • Interior • floor pan • Polyester resin and glass mat preform with Resin Transfer Molding (RTM): Corvette • Engine • Sheet Molded Compound (SMC) with compression molding: valve covers, intake manifolds, fluid containers, etc.
Automotive Plastics and Composites Use SMC Sheet Molding Compound SMC Sheet Molding Compound
Recreational Plastics and Composites Use • Snow Equipment • skis, snow boards, snow mobiles, etc. • Water Sports Equipment • water skis, water crafts, snorkel equipment, fishing gear • diving equipment • Land Sports Equipment • shoes, roller blades, skate boards, tennis, golf • Air Sports Equipment • plane kits
Composite Reinforcement Classifications • Reinforcement Type • Discontinuous (fibers are chopped and dispersed in matrix resin) • Short fibers: fiber lengths 3mm or less (glass filled plastics, GF-Nylon) • Long fibers: fiber lengths greater than 6 mm. (Some injection molded materials with 6mm fibers, Sheet Molding Compound (SMC) with 1” fibers, DFP Directed Fiber Preforms for RTM and SRIM) • Particulates: fibers is forms as spheres, plates, ellipsoids (some injection molded materials reinforced with mineral fibers) • Continuous (fibers are throughout structure with no break points) • Glass roving: glass bundles are wound up in a packet similar to yarn. • Roving is woven into several weaves using a loom machine like in apparel. • Mat products: random swirl glass pattern. • Woven product: roving is woven into machine direction (warp) and cross direction (weft) • Uni product: roving is woven in one direction with a cross thread given to hold mat together.
Composites Can Have a Fiber Preform • Fiber type • Roving form that can be sprayed into a 3-D preform • Roving form that is woven into a glass sheet and then formed to shape (preform)
Properties of Materials • Tensile modulus Density Spec Mod • Low alloy steel 207GPa(30Mpsi) 7.85 g/cc 26spGPa • Aluminum 72GPa (10Mpsi) 2.8 g/cc 26spGPa • Carbon fiber 300GPa(40Mpsi) 1.8 g/cc 167spGPa • Glass fiber 76GPa (10Mpsi) 2.56g/cc 30spGPa • Aramid fiber 125GPa (20Mpsi) 1.4g/cc 89spGPa (Kevlar) • Tensile strength Density Spec Str • Low alloy steel 1500MPa(220Kpsi) 7.85 g/cc 191spMPa • Aluminum 500MPa(75Kpsi) 2.8 g/cc 178spGPa • Carbon fiber 2400MPa(360Kpsi) 1.8 g/cc 4320spGPa • Glass fiber 2000MPa(300Kpsi) 2.56g/cc 781spGPa • Aramid fiber 3000MPa (450Kpsi) 1.4g/cc 2140spGPa (Kevlar)
Applications for Thermosets • Epoxy • Protective coatings: maintenance coatings for industrial and marine, tank linings, industrial floorings, beer and beverage can coatings, food cans, appliance primers, hospital and laboratory furniture. • Bonding and adhesives: Automotive and aircraft industries adhesive to metals and composites. • Molding, casting and tooling: Molding compounds in electrical and electronic industries, casting resins, potting resins. Prototype and master model tools. • Laminating and composites: Binders in fiber reinforced laminates and composites. Laminates are used in printed wiring boards. Composite applications include filament winding (high performance pipes in oil fields, pressure vessels, tank and rocket motor housings), pultrusion, casting, and molding (graphite composites for aerospace applications) • Building and construction: Flooring (seamless, self-leveling, or epoxy terrazzo floors), repair of bridges and roads with glass and carbon fiber wraps, concrete crack repair, coat reinforcing bars, binders for patios, swimming pool decks, and soil around oil-well drills.
Applications for Thermosets • Polyester • Boat hulls, shower stalls, electrical components, appliances • Recreation vehicles, automotive body panels, floor pans; SMC • Soft tooling, patterns • Cultured marble, buttons, corrosion resistant tanks and parts, • Corrugated and flat paneling, simulated wood furniture, bowling balls, polymer concrete, and coatings • Polyurethane • Rigid foams: (MDI) Laminated board stock, Moldings, Bun, Foam in place insulation, sprayed foam, packaging • Semi-flexible foam: (MDI and TDI) Moldings, Integral-skin moldings • Flexible foam:(TDI) Moldings, integral skin molding, carpet underlay • Packaging: (TDI) Furniture cushioning • Microcellular foam: (MDI) RIM parts, shoe soles • Non-foam cast elastomers • Coatings, binders, thermoplastic elastomers, sealants, paints
Advantages of Thermosets • Epoxy • Excellent chemical and corrosion resistance • Excellent thermal properties and low creep • High stiffness and modulus properties • Polyester • Rigid, resilient to chemical and environmental exposures, corrosion resistant, and flame retardant • Easily processed in low cost equipment • Cheaper than Epoxy • Polyurethane • High strength to weight ratios, resistance to flame spread, excellent thermal insulation, low cost, easily processed • Cheaper than Epoxy or Polyester
Disadvantages of Thermosets • Epoxy • Moisture absorption, toxicity, not recyclable • Long processing times • Cost • Polyester • Moisture absorption, toxicity, not recyclable • Long processing times • Odor from Styrene and potential health hazards • Polyurethane • Moisture absorption, toxicity, not recyclable • Potential health hazards of Isocyanates
Composite Matrix Resin Classifications • Resin (or matrix) type • Thermoset resins- those that undergo a chemical cross-linking reaction • Epoxy: reaction of bisphenol A and epichlorohydrin • Polyester: reaction of difunctional acid (or anhydride) and a difunctional alcohol (glycol) • Polyurethane: reaction of alcohol and isocyanate • Phenolic • Silicone • Melamine • Thermoplastic resins- those that are formed under heat • Polyamines (nylon) (short and long fibers) • Polyesters (short and long fibers) • Polypropylene (short, long fibers and continuous fibers) • Other thermoplastic resins (short and long fibers)
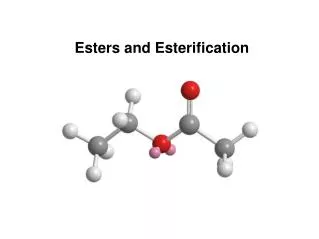
Polyester Chemistry O O • Unsaturated Polyesters • Thermoset reaction between a difunctional acid (or anhydride) and a difunctional alcohol (glycol) • At least some of the acid (or anhydride) features double bonds between adjacent carbon atoms for unsaturation. • Characteristic ester linkages are formed, hence the name Polyester C6H4(COOH)2 + (CH2)2(OH)2 -[(CH2)2 -O- C - C-O]- terephthalic acid + ethylene glycol Polyethylene terephthalate (PET) • Acids include: maleic, fumaric, isophthalic, terphthalic, adipic, etc. • Anhydrides include: maleic, phthalic • Glycols include ethylene glycol, diethylene glycol, propylene glycol
Polyester Chemistry • Heat or radiation can trigger the cross linking reaction • Catalyst (or initiator) is used. Methyl ethyl ketone (MEK) peroxide, benzoyl peroxide, and cumene hydroperoxide • Accelerators (or promoters) speed up the reaction. • Inhibitors extend shelf life (hydroquinone, tertiary butyl catechol) • Condensation Reaction results in CO2 and H2O • Monomer required to polymerize, e.g., Styrene, to react with the unsaturations in the polyester molecules to form 3-D network. • Styrene at 30% to 50% in commercial polyester systems for polyester • vinyl toluene for vinyl ester resins • methyl methacrylate
Polyester Chemistry • Step 1: Create polymer and build MW of polymer chain • Condensation Polymerization of Di-ACID and Di-ALCOHOL • Fig 2.: Condensation reaction • Connects one end of acid with one end of alcohol to form polyester bond. • The opposite end of acid reacts with another free end of alcohol, and so on . • Have water as a by-product means condensation. • Still have unsaturated polymer. The Carbon atom has double bonds:
Polyester Chemistry • Step 2: Crosslink polyester polymer with unsaturated styrene. • Addition (free radical) reaction to connect polyester with styrene • Use a peroxide (free radical) to open the unsaturated bond to form saturation • One reaction starts, the other unsaturated bonds open up and react with the styrene to form a saturated polymer. • The ends of the polyester-styrene crosslinked polymer has peroxide end-groups. • Peroxide is an initiator and not a catalyst since it is consumed in reaction. Catalysts are not consumed in the reaction and can be retrieved at the end of it.
Epoxy Chemistry • Epoxy: O H H C C H + H2N (C) N (C) NH2 H H H H epoxide group + amines (DETA) epoxy • Other epoxy resins • diglycidyl ether of bisphenol A (DGEBRA) • tetraglycidyl methylene dianiline (TGMDA • epoxy phenol cresol novolac • cycloaliphatic epoxies (CA) • Curing agents (hardeners, catalysts, cross-linking agents) • aliphatic or aromatic amines (DETA, TETA, hexamethylene tetramine,etc.) • acid anhydrides (phthalic anhydride, pyromellitic dianhydride, etc.) • Active hydrogen react with epoxide groups. • As much as 15% hardener is needed
Polyurethane Chemistry • Reaction between isocyanate and alcohol (polyol). • Crosslinking occurs between isocyanate groups (-NCO) and the polyol’s hydroxyl end-groups (-OH) • Thermoplastic PU (TPU) have some crosslinking, but purely by physical means. These bonds can be broken reversibly by raising the material’s temperature, as in molding or extrusion. • Ratio between the two give a range of properties between a flexible foam (some crosslinking) to a rigid urethane (high degree of crosslinking). • In PUR foams density can range from 1 lb/ft3 to 70 lb/ft3. • Foams are produced by chemical blowing agents. • Catalyst are used to initiate reaction. • RIM process is used to produce fenders and bumper covers
Other Thermosets • Polyimides • Bismaleimide • Polybenzimidazoles • Phenolics • Carbon Matrices • Thermoplastic matrices • Polyamides • Polypropylene • PEEK • Polysulfone • PPS • Ceramic Matrices • Metal Matrices
Polyimides • For temperature stability up to 600 F • Polyimides or polybenzimidazole (PBI) rather than epoxy • Aerospace applications due to high cost • Chemical Structure • Polyimides • Characterized by cyclic group containing a nitrogen and two carbonyl groups (C with double bond with oxygen) • PBI • Characterized by a five member ring containing two nitrogens and is attached to a benzene ring. • Polyimids and PBI are structurally planar and very rigid. Large aromatic groups are added into polymer to make stiffer.
Polyimides • Formed with two step condensation. Fig 2-5 • First step: An aromatic dianhydride is reacted with an aromatic diamine to form polyamic (polamide) acid. • Second step: Curing of the polyamic acid. • Formation of imide group by closing of 5-member ring • Condensation step of solvent molecules: water, alcohol, solvents • Chain extension • Cross-linking • High viscosities of polyamid acids require use of prepregs. • Impregnating the fiber mat with monomer solutions of diamines and diester acids. • Long times and gradual increase in temperature are needed.
Polyimides • Major condensation polyimids, Dupont’s Avimid N & K • are marketed as Prepreg polyimids • Avimid N Tg = 675F (360C), and • Avimid K: Tg = 490F (254C) • Linear polyimids are produced which have thermoplastic behavior above the Tg. • They process like thermoplastics for a few heat cycles. • Advantages of thermoplastic nature • Tractable nature of resins when hot facilitates the removal of volatiles. • Voids, formed as result of the evolution of gases, can be eliminated by applying pressure while heating the resins above Tg. • Applications • Wing skins for high performance aircraft.
Polyimides • Addition Polyimides • Many polyimids are cross linked with an addition reaction • Two general cross-linking reactions are widely used • End group reactions • Bismaleimide reactions • Reactive End Group Resin Fig 2-6 • First phase (imidization): results in the formation of the oligomeric (small polymer) imide • Second phase (consolation): is when the oligomer melts and flows to fill voids that were created from volatiles depart. • Third phase (crosslinking): oligomer builds MW & crosslinks • MW = 1500 • Shorter polymer chains gave lower viscosity and better wet-out • Wet-out is defined as uniform coating and soaking of resin in fiber. • Commercial end group resin (PMR) is PMR 11, PMR 15 and PMR 20 • PMR-11 has more end groups and higher cross-linking density and higher stiffness • PMR-20 gave better thermal stability. • PMR-15 has the best physical properties balanced.
Polyimides • Second type of endgroup crosslinking has acetylene endgroups and is called Thermid 600 • Crosslinking in Fig 2-7 • First step: joining two polyimid oligomers to form a butadiene linkage which results in chain extension. Each double bond can react with double or triple bonds to form highly crosslinked. • Addition reaction • Problems is with too fast a cure and chain extension competing with cross-linking mechanism thus causing MW to build too fast. • Alleviated with proper solvents. • Disadvantage is the loss of tackiness in prepregs as the solvent evaporates.
Polyimides • Bismaleimide (BMI) resins • Addition polymerization • Reactions involving bismaleimide (BMI) derivatives: Fig 2-8 • Case 1 • Carbon-Carbon double bond in the maleimide group reacts with the carbon-carbon double bond in the olefin co-reactant (similar to maleic acid is crosslinked with styrene in polyester) • Case 2 • An aromatic diamine adds to the carbon-carbon double bond of the maleimide in what is called Michaels Reaction. • Both cases: the coreactants (olefin or diamine) form bridges between the imide molecules to form a crosslinked structure • Commericial products • Ciba-Geigy uses an olefinic compound with two olefins
Polyimides • Bismaleimide (BMI) resins • Advantages • Low processing temperature versus polyimides (Cured at 350F) • Standard epoxy processing equipment can be used since same T. • Postcure of 475 F is required to complete polymerization. • BMI are fully formed polyimides when reacted to form composite • Thus, no volatiles are removed and no consolidation problems • Tack and drape are quite good because of the liquid component of the reactants
Polyimides • Polybenzimidazole (PBI) resins • Less prevalent than the polyimides, PBI have equivalent and sometimes superior physical and thermal properties • Formation reaction- fig 2-9 • Five member ring containing two nitrogens is formed with accompanying aromatic groups. • Groups are flat and stiff leading to good physical properties and aromatics result in high thermal. • Problems are expensive, difficult process, toxicity • Some have been alleviated and is commercially available • Resin is thermoplastic with a Tg over 800F (427C) • It does not burn, contribute fuel to flames or produce smoke • Forms a tough char • Resins are toxic and need to be handles with care.
Phenolics and Carbon Matrices • Phenolics is an old thermoset resin • Used for general purpose, unreinforced plastic • electrical switches • junction boxes • automotive molded parts • consumer appliance parts, handles, billiard balls • Fillers are required due to high shrinkage and brittle nature. • Sawdust, nut shells, talc, or carbon black • Fiber reinforced Phenolics have aerospace applications • Rocket nozzles, nose cones due to ablative nature (Goes from solid to gas during burning) • High temperature aircraft ducts, wings, fins, and muffler repair kits • Carbon matrixes are new in applications requiring excellent heat resistance • Carbon matrixes are often made from phenolics
Phenolics and Carbon Matrices • Phenolic chemical structure- Fig 2-10 • Formed by reaction between phenol and formaldehyde • Condensation reaction releases water as a byproduct. • Initially low molecular weight, soluble and fusible, A-Stage resin • Condensation reaction involves more and more phenol molecules that causes the resin to pass through a rubbery, thermoplastic state that is only partially soluble phase called B stage. • Resin is cured and cross-linked thermoset resin, C- Stage. • Other terms describing phenolic formation • Resole: If phenol/formaldehyde reaction is carried out in excess formaldehyde and base catalyst is called resole at low molecular weight stage. • Requires just heat to convert to C-stage (1 step) • Novolac: If phenol/formaldehyde reaction is carried out in excess phenol with an acid catalyst is called novolac. • Requires addition of a hardener (hexamethylenen tetramine) to achieve C- Stage in 2 steps. It provides acid to both reactants which speeds up reaction. • Reinforcements are mixed with novolacs for composites. Bstaging is when any other resin is cured to an intermediate stageand cured by heating
Carbon Matrices • Carbon/carbon) composites applications: • Similar to phenolic and are used when • Very high temperature protection or toughness are needed. • Rocket nozzles and nose cones. • Brakes for aerospace, trucks, and race cars. • Carbon matrix material with carbon fibers on opposing brake parts • Produced from carbon fiber reinforced phenolics that have been charred in a process called pyrolysis. • Charring process results in a porous structure because the phenolic ablates from solid to gas and does not go into a liquid phase. • The porous material is impregnated with pitch, phenolics, or directly with carbon by vapor deposition. • Resulting material is carefully charred again and the process is repeated to fill the remaining voids with material. • Process can take as long as 6 months to prevent matrix damage
Carbon Matrices • Some produced from chemical vapr deposition (CVD) • Using several layers of carbon fabric as the base material • Methane is blown into fabric under controlled cracking conditions. • Carbon plates out like a metal in the analogous metal vapor deposition process. • The deposition fills the voids in the cloth to create the finished structured • Must be careful that outer layers fill at the same rate as the inner layers. • Limited to structures no thicker than 5mm (3/16 in) • Insulative uses of carbon matrix materials • Similar to phenolics except that a higher more uniform and predictable thermal insulation. • Best in small rockets (nozzle diameter less than 12”) where fewer safety factors are used as in larger rockets. • Costs of carbon matrix nozzles are 5 times that of phenolics • Under consideration as skin of space plane where thermal stability is essential as is good toughness and thermal shock resistance
Thermoplastic Matrices • Plastics are reinforced with glass and a few with carbon fiber • Nylon, PP, PBT, PEEK and PEK, and Polysulphone • Advantages • Requires less processing time since it is heated and not cured. • Thermoplastic pre-preg sheets have infinite shelf life versus thermoset • Disadvantages • Have lower thermal resistance than most thermoset composites • Have lower strength and modulus than some thermoset composites • Have difficulty wetting out high fiber loading composites.
Thermoplastic Matrices • Two types of thermoplastic composites: Discontinuous and continuous reinforcements • Discontinuous fiber- Conventional thermoplastics and short (3mm) or long fibers (6mm) • Polypropylene, nylon, PET, PBT, Polysulphone, PE, ABS, PC, HIPS, PPO • Short Glass or Carbon fiber increases • Tensile strength, modulus, impact strength, cost, thermal properties • Short Glass or carbon fiber decreases • Elongation, • CLTE, • Moisture sensitivity
Thermoplastic Matrices O O O O C n O C n • Several types of resin types • Conventional plastics: Less expensive (< $2.00 per pound) • Commodity plastics : PP, PE, PVC, PS, ABS, etc. • Engineering resins: PC, PET, PBT, Nylon, etc. • High Performance Plastics: High Costs (> $10 per pound) and High Thermal Properties • PEEK, PEK, LCP, PPS, Polyaryle Sulfone, Polysulfone, Polyether sulfone, Polyimid • PEEK and PEK = $30 per pound • Polyarylesters • Repeat units feature only aromatic-type groups (phenyl or aryl groups) between ester linkages. Called wholly aromatic polyesters PolyEther-Ether-Ketone (PEEK) PolyEther-Ketone (PEK)
Advantages and Disadvantages of Polyketones • Advantages • High continuous use temperature (480F) • High toughness, especially at high temperatures. • Outstanding wear resistance • Excellent water resistance and better than thermoset composites • Excellent mechanical properties • Very low flammability and smoke generation • Resistant to high levels of gamma radiation • Higher Elongation (30%-100%) versus thermosets (1%-10%) • Disadvantages • High material cost and long processing times • High processing temperatures due to high viscosities (1 Million poise) versus thermoset composites (Epoxy = 10 poise). Syrup = 1000 poise • Moderate or poor resistance to hot oils • Difficult to have high fiber loadings due to high viscosity • Need special processing techniques; comingle plastic powder with fiber sheet and consolidate (impregnate resin in fiber bundle) through heated rollers.
Polyphenylene Materials O O O S S S CH3 O O SO2 C CH3 • Several plastics have been developed with the benzene ring in the backbone • Polyphenylene • Polyphenylene oxide • (amorphous) • Poly(phenylene sulfide) • (crystalline) • Polysulfone • Polyether Sulfone n n n n O SO2 n
PPO and PPS Materials *Advantages of PPS *Advantages of PPO - Usage Temp at 450F - Good fatigue and impact strength - Good radiation resistance - Good radiation resistance - Excellent dimensional stability - Excellent dimensional stability - Low moisture absorption - Low oxidation - Good solvent and chemical resistance - Excellent abrasion resistance *Disadvantages of PPS *Disadvantages of PPO - High Cost - High cost - High process temperatures -Poor resistance to certain chemicals - Poor resistance to chlorinated hydrocarbons
PPO and PPS Applications *PPS Applications *PPO Applications - Computer components - Video display terminals - Range components - Pump impellers - Hair dryers - Small appliance housings - Submersible pump enclosures - Instrument panels - Small appliance housings - Automotive parts
PPS and PPO Processing Properties • PPS frequently has glass fibers loaded up to 40% by weight • Tensile strength = 28 kpsi, tensile modulus = 2 Mpsi, HDT = 500F • PPO is frequently blended with PS over a wide range of percentages. • (Noryl from G.E.)