Download

1 / 45
520 likes | 841 Views
Generative Fertigungsverfahren. Urs Schönbächler, BWZ Rapperswil. Gesetz der freien Marktwirtschaft:. sichert Arbeitsplätze. ist. Ermöglicht Wohlstand. Sorgt für sozialen Frieden. Der Stärkere frisst den Schwächeren oder Der Schnellere frisst den Langsameren. .

E N D
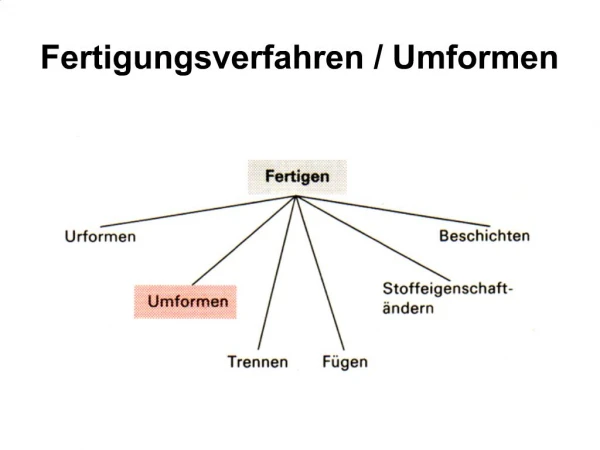
Generative Fertigungsverfahren Urs Schönbächler, BWZ Rapperswil
Gesetz der freien Marktwirtschaft: • sichert Arbeitsplätze ist • Ermöglicht Wohlstand • Sorgt für sozialen Frieden
Der Stärkere frisst den Schwächeren oder Der Schnellere frisst den Langsameren
Das gilt auch für unsere industrialisierte Welt: Nokia Samsung; Apple
einst heute Produktentwicklung Zeichnungen von Hand; Prototypenherstellung durch konventionelle Fertigung wie Fräsen, Drehen ... Zeichnungen am PC; Prototypenherstellung durch generative Fertigungsverfahren wie Rapid-Prototyping ...
Hauptanwendung der generativen Fertigungsverfahren Zahlenwerte Quelle: BWL-Marketing
Die Anwendung von Rapid-Prototyping-Verfahren bringt in der Entwicklungsphase eines Projekts folgende Vorteile: 1. Verkürzung der Entwicklungszeit Einfluss der generativen Fertigungsverfahren Um bis zu 80% schneller. 2. Senkung der Kosten Kosteneinsparungen um bis zu 75%; davon 50% für die Modellherstellung. Es wird bereits zu einem früheren Zeitpunkt ein höherer Produktionsreifegrad erzielt. 3. Verbesserung der Qualität Veränderten Marktanforderungen kann schnell und wirkungsvoll durch serienidentische Prototypen begegnet werden. 4. Steigerung der Flexibilität
Generative Fertigungsverfahren Unterteilung Rapid-Prototyping Rapid-Manufacturing Rapid-Tooling
Rapidrasch; schnell Rapid-Prototyping PrototypingMuster; Urform von etwas Film; 1.01 min; Musterteile http://www.youtube.com/watch?v=wP4LK-1GmJg&feature=related
Rapid rasch; schnell Rapid-Manufacturing Manufacturing Produktion; Fertigung Film; 3.10 min; Anwendung gem. Bild http://www.youtube.com/watch?v=C--mzmrdGXM
Rapid rasch; schnell Rapid-Tooling Tooling Fertigungs- mittel; Werkzeuge Film; 1.30 min; Anwendung g. Bild http://www.omega-plastics.co.uk
Giessharz-Werkzeug Praxisbeispiel Giessharz-Werkzeug STL
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg Nr. 2 der Verfahren Nr. 1 der Verfahren Nr. 3 der Verfahren Nr. 4 der Verfahren
SLS – Selektives Lasersintern Rapid-Prototyping
SLS – Selektives Lasersintern 1 2 1 3 Rapid-Prototyping 1 4 2 3 4 Film; 1.45 Min http://www.youtube.com/watch?v=6N7W1kPuBcg&feature=related
SLS – Selektives Lasersintern Vorteile • Geeignet für Kunststoffe und Metalle • Die Werksstücke sind hoch belastbar • Es können Modelle mit komplexer Geometrie und darin beweglichen Teilen hergestellt werden Rapid-Prototyping • Die Modelle können gut nachbearbeitet werden. Bei Metallen ist auch Härten möglich Nachteile • Raue Oberflächen bedingen Nacharbeit • Es ist ein Abkühl- (Kunststoff) oder ein Nachhärteprozess (Metall) erforderlich
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg Nr. 2 der Verfahren Nr. 1 der Verfahren Nr. 3 der Verfahren Nr. 4 der Verfahren
STL - Stereolithographie Rapid-Prototyping Quelle: Universität Aachen
STL - Stereolithographie Rapid-Prototyping
STL - Stereolithographie Film; 5.03 Min http://www.youtube.com/watch?v=eKk2vRysioE Film; 2.10 Min http://www.youtube.com/watch?v=BUfh5wxj3qA&feature=related Rapid-Prototyping Ein computergesteuerter UV-Laserstrahl bildet die jeweiligen Konturen der Schichten auf einem flüssigen Polymerharz ab. Dort, wo der Laserstrahl auf das Harz trifft, härtet dieses aus. Das entstehende Kunststoff-Modell wird um eine Schichtdicke in das Harz abgesenkt und die nächste, darüber liegende Schicht kann ausgehärtet werden.
STL - Stereolithographie Vorteile • Sehr gute Modellgenauigkeit und Detailtreue • Hohe Oberflächengüte • Die Modelle können durchgefärbt oder lackiert werden • Die Modelle können mechanisch gut nachbearbeitet werden Rapid-Prototyping Nachteile • Material: Nur durch UV-Licht aushärtbare Harze können verwendet werden • Es ist ein Nachhärteprozess erforderlich
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg Nr. 2 der Verfahren Nr. 1 der Verfahren Nr. 3 der Verfahren Nr. 4 der Verfahren
3D-Printing Rapid-Prototyping Scheinwerferlicht BMW-MINI
3D-Printing 1. Generation: Technologie mit Kunststoffpulver Film; 5.54 Min http://www.youtube.com/watch?v=HMQ8-B9Fp-c&feature=fvsr Rapid-Prototyping 2. Generation: Verfahren ähnlich Tinten-strahldrucker; durch UV-Licht aushärtbarer Kunststoff Film; 1.17 Min http://www.youtube.com/watch?v=sNyIOPrXhd8&feature=related
Objet-Verfahren (2. Generation) Das Verfahren im Überblick 1. Anlage Typ „Eden350“ 220V/16A, Büroumgebung, Netzwerk 2. Das Verfahren 0.016/0.030mm Schichtstärke, UV-Aushärtung 4. Das Kartuschensystem je 2 kg oder 3.6 kg Inhalt 3. Der Druckkopf 768 Düsen, Lebensdauer ca. 3.000 h
Objet-Verfahren (2. Generation) Das Verfahren im Überblick 5. Einlesen der STL-Daten autom. Platzierung und Supportauslegung 7. Das Material-Managementsystem Materialberechnung und Information 8. Das fertige Modell mit Support Das Modell ist sofort ausgehärtet 7. Der Bauprozess Geschwindigkeit in „Z“ von ca. 1cm/h
Objet-Verfahren (2. Generation) Das Verfahren im Überblick 9. Das Reinigungsgerät Handelsübliche Geräte mit ca. 60 Bar Druck 10. Der Reinigungsprozess Entfernen des Support‘s mit Wasserstrahl 11. Das fertiggestellte Modell Sehr gute Oberfläche und Genauigkeit 12. Genauigkeiten Zwischen 0.05 und 0.1 mm
Objet-Verfahren (2. Generation) Das Verfahren im Überblick 13. Lackieren Grundieren und Lackieren der Modelle 14. Kleben Verkleben einzelner Segmente 15. Bedampfen Bedampfen mit Aluminium 16. Vervielfältigung Vakuumguss über Silikonwerkzeuge
Objet-Verfahren (2. Generation) Die Funktionsweise der „PolyJet Technologie“ • Druckkopf aus 4/8 Segmenten • Aufspritzen von 5 Millionen Tropfen/Sekunde a. 9 Piktoliter • Simultanes Aufspritzen von “Build & Support” - Material; auch 2K-Werkstoffe sind dadurch möglich • Erzeugen von sehr dünnen Schichten von nur 0.016 mm bzw. 0.030 mm • Sofortige Aushärtung des Harzes durch UV-Licht
Objet-Verfahren (2. Generation) Maschinenansicht • Ein “Bad” ist nicht vorhanden = das Teil ist trocken • Das fertige Bauteil kann lediglich mit Hilfe eines “Spachtels” von der Grundplatte entfernt werden • Das Material des Bauteils ist nicht toxisch (giftig)
3D-Printing (2. Generation) Vorteile • Gute Modellgenauigkeit und Detailtreue • Verschiedene Kunststoffe in unterschiedlichen Härtegraden sind möglich • Modelle können in 2K-Ausführung hergestellt werden • Grosse Farbenvielfalt Rapid-Prototyping • Kein Abfall Nachteile • Material: Nur durch UV-Licht aushärtbare Harze können verwendet werden • Die Modelle sind «zerbrechlicher» als z.B. solche des SLS- oder STL-Verfahrens
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg Nr. 2 der Verfahren Nr. 1 der Verfahren Nr. 3 der Verfahren Nr. 4 der Verfahren
FDM - Fused Deposition Modelling Rapid-Prototyping
FDM - Fused Deposition Modelling Das FDM-Verfahren generiert das Bauteil aus thermoplastischem Draht. Über einen Vorschub wird der Draht einer Düse zugeführt und dort bis kurz unter Schmelztemperatur erhitzt. Das halbflüssige Material wird – konturgemäß - als neue Schicht auf die schon bestehende Struktur aufgebracht und erkaltet beim Kontakt mit der schon festen unterliegenden Schicht sofort. Rapid-Prototyping Die einzelnen Schichten haften aneinander, da bei der Auftragung der heißen neuen Schicht, die unterliegende lokal und temporär aufschmilzt und so eine Verbindung eingeht Werkstoffe: PA, PE, ABS, Feinguss-Wachs u.a. Film; 1.25 Min http://www.youtube.com/watch?v=SPtkOmP_HoA Film; 1.40 Min Minhttp://www.youtube.com/watch?feature=endscreen&NR=1&v=cFcWFB0FlLo
FDM - Fused Deposition Modelling Vorteile • Relativ einfache Verfahrenstechnik • Kein Laser erforderlich • Kein Materialverlust • Vielfältige Auswahl an Kunststoffen Rapid-Prototyping Nachteile • Feine Konturen, Schlitze, Rippen und dünnwandige Konturen sind nicht möglich • Nur für kleine Teile geeignet
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg Nr. 2 der Verfahren Nr. 1 der Verfahren Nr. 3 der Verfahren Nr. 4 der Verfahren
LLM - Layer Laminated Modelling Ein mit Klebstoff beschichtetes Material aus Papier-, Kunststoff- oder Metallfolie wird Schicht (Layer) für Schicht auf eine Bauplattform bzw. auf das teilfertige Modell aufgeklebt (laminated). Rapid-Prototyping Mit Hilfe eines Laserstrahles wird der Umriß der Kontur einer jeden Slice-Schicht nachgezeichnet und geschnitten. Film; 0.45 Min http://www.youtube.com/watch?v=Z1WNA6tdfWM
LLM - Layer Laminated Modelling Vorteile • Schnelles Verfahren • Keine Nachhärteprozesse erforderlich • Praktisch keine inneren Spannungen und dadurch verursachte Verformungen Rapid-Prototyping Nachteile • Nicht für feine Konturen in z-Richtung geeignet • Komplexe Bauteile sind nicht möglich • Es können keine Bauteile ineinander verschachtelt werden. • Viel Abfall = unbrauchbares Restmaterial
Rapid-Prototyping-Verfahren Quelle: Universität Magdeburg
Rapid-Manufacturing Kunststoffspritzguss-Werkzeug Rapid-Manufacturing Herstellung eines Kunststoff-Spritzgusswerkzeugs mit Hilfe des SLS-Verfahrens (Selektives Lasersintern) Film; 6.35 Min; Herstellung des Metallkerns http://www.youtube.com/watch?v=UI7aMxCc0Fo&feature=related
Rapid-Manufacturing Vakuumgiessenmit Silikonformen
Rapid-Manufacturing Vakuumgiessenmit Silikonformen Häufig reicht ein einzelner Prototyp nicht aus. Es braucht Teile für Testversuche, Präsentationen, Photoshootings usw. Ausgehend von einem einzelnen Prototypen - typischerweise einem Teil das in SLS, Stereolithographie oder 3-D-Printing gefertigt worden ist - erlaubt das Vakuumgiessen die Herstellung einer Kleinserie. Mit einer Silikonform können bis zu 30 Abgüsse in gleich bleibender Qualität hergestellt werden. Die Palette der verwendeten PUR Giessharze reicht von Thermoplasten, bis hin zu Elastomer ähnlichen Duroplasten. Auch Teile in Zwei-Komponenten-Ausführung sind möglich. Durch Oberflächenbehandlungen kann den Werkstücken ein Aussehen verpasst werden, sodass sie von Serienteilen fast nicht mehr zu unterscheiden sind.
Rapid-Manufacturing Vakuumgiessenmit Silikonformen Film; 4.43 Min; Form aus Silikon herstellen http://www.youtube.com/watch?v=Aof-KQX8G_g Film; 9.19 Min; Form aus Silikon herstellen und Kunststoffteil giessen http://www.youtube.com/watch?v=48UwkzNqREA&feature=related
Ende Fragen?