Download
1 / 10
110 likes | 367 Views
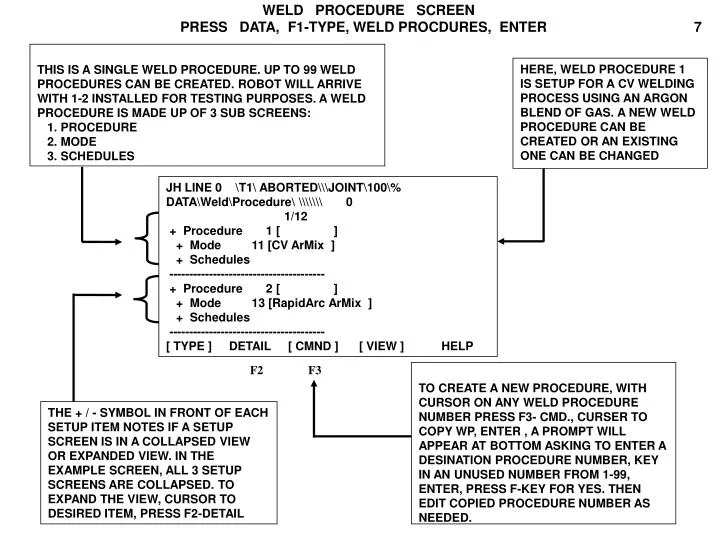
WELD PROCEDURE SCREEN PRESS DATA, F1-TYPE, WELD PROCDURES, ENTER 7. THIS IS A SINGLE WELD PROCEDURE. UP TO 99 WELD PROCEDURES CAN BE CREATED. ROBOT WILL ARRIVE WITH 1-2 INSTALLED FOR TESTING PURPOSES. A WELD PROCEDURE IS MADE UP OF 3 SUB SCREENS:

E N D
WELD PROCEDURE SCREEN PRESS DATA, F1-TYPE, WELD PROCDURES, ENTER 7 THIS IS A SINGLE WELD PROCEDURE. UP TO 99 WELD PROCEDURES CAN BE CREATED. ROBOT WILL ARRIVE WITH 1-2 INSTALLED FOR TESTING PURPOSES. A WELD PROCEDURE IS MADE UP OF 3 SUB SCREENS: 1. PROCEDURE 2. MODE 3. SCHEDULES HERE, WELD PROCEDURE 1 IS SETUP FOR A CV WELDING PROCESS USING AN ARGON BLEND OF GAS. A NEW WELD PROCEDURE CAN BE CREATED OR AN EXISTING ONE CAN BE CHANGED JH LINE 0 \T1\ ABORTED\\\JOINT\100\% DATA\Weld\Procedure\ \\\\\\\ 0 1/12 + Procedure 1 [ ] + Mode 11 [CV ArMix ] + Schedules --------------------------------------- + Procedure 2 [ ] + Mode 13 [RapidArc ArMix ] + Schedules --------------------------------------- [ TYPE ] DETAIL [ CMND ] [ VIEW ] HELP F2 F3 TO CREATE A NEW PROCEDURE, WITH CURSOR ON ANY WELD PROCEDURE NUMBER PRESS F3- CMD., CURSER TO COPY WP, ENTER , A PROMPT WILL APPEAR AT BOTTOM ASKING TO ENTER A DESINATION PROCEDURE NUMBER, KEY IN AN UNUSED NUMBER FROM 1-99, ENTER, PRESS F-KEY FOR YES. THEN EDIT COPIED PROCEDURE NUMBER AS NEEDED. THE + / - SYMBOL IN FRONT OF EACH SETUP ITEM NOTES IF A SETUP SCREEN IS IN A COLLAPSED VIEW OR EXPANDED VIEW. IN THE EXAMPLE SCREEN, ALL 3 SETUP SCREENS ARE COLLAPSED. TO EXPAND THE VIEW, CURSOR TO DESIRED ITEM, PRESS F2-DETAIL
PROCEDURE SCREEN (EXPANDED) 8 PLACE CURSOR ON + PROCEDURE, PRESS F2-DETAIL KEY AT RIGHT, SEE A DETAILED VIEW OF THE PROCEDURE SUB SCREEN. TOOLS SUCH AS BURNBACK, GAS FLOW TIMES AND STRIKE WIRE FEED SPEED ARE SETUP HERE: WELD EQPT- 1 EXCEPT FOR MULTI ARM CELLS SCHEDULES-CAN BE SET TO 1-32 RUNIN-DISABLED EXCEPT FOR ALUMINUM BURNBACK-ENABLED WIRE STICK RESET-ENABLED RAMPING-RAMPING TRAVEL SPEED OR WIRE FEED SPEED HEATWAVE-OPTION FOR ALUMINUM WEAVING GAS PURGE-.35 SEC GAS PREFLOW-0 SEC GAS POSTFLOW-.20 SEC AS PRE-TIME-300 FOR FASTSTART AE PRE-TIME-100 FOR FASTSTART STRIKE WIRE FEED SPEED-USED AS THE RUNIN PROCEDURE TO START THE ARC, SLOW FEED RATE, 50-80 IPM, TO GET A SMOOTH ARC ESTABLISHED JH LINE 0 \T1\ \\JOINT\100\% DATA\Weld\Procedure\ 11\\\\\\\ 1/24 - Procedure 1 [ ] Weld equipment: 1 Manufacturer: Lincoln Electric Model: PowerWave+Enet File name: AWE1WP01 Schedules: 5 Runin: DISABLED Burnback: ENABLED Wirestick resets: 3 ENABLED Ramping: DISABLED Heatwave: DISABLED Gas purge: 0.35 sec Gas preflow: 0.00 sec Gas postflow: 0.20 sec Arc Start pre-time: 0 msec Arc End pre-time: 0 msec Strike wire feed speed: 80 IPM [ TYPE ] DETAIL [ CMND ][ VIEW ] HELP
MODE SCREEN (EXPANDED) 9 PLACE CURSOR ON + MODE, PRESS F2-DETAIL KEY IN THIS SCREEN, DETAILS OF THE WELDING MODE ARE DEFINED LIKE WIRE TYPE, SIZE AND GAS. JH LINE 0 \T1\ ABORTED\\\JOINT\100\% DATA\Weld\Procedure\ 1\ 2/15 + Procedure 1 [ ] - Mode 13 [RapidArc ArMix ] Process GMAW-P Wire .035 in Steel Gas Ar CO2 Search Process: GMAW Mode: Pulse Wire: Steel [ TYPE ] DETAIL [ CMND ] [ VIEW ] HELP SELECTED MODE DESCRIPTION, 13 IS POWERWAVE MODE NUMBER AFTER 3 LINES ARE SET, PRESS F3-CMD, CURSOR TO LINE SEARCH, ENTER. ROBOT SEARCHES PW MEMORY FOR ALL MATCHES TO CRITERIA, THEN DISPLAYS THE MATCHES • FOR SETTING SEARCH CRITERIA FOR A NEW MODE. THE ROBOT SEARCHES THE PW MEMORY FOR PROCESSES WHICH HAVE ALL THE DESIRED ITEMS: • PROCESS- GMAW, FCAW: F4-CHOICE • MODE- PULSE, NON-PULSE, STT:F4-CHOICE • WIRE- STEEL, ALUM.: F4-CHOICE
SEARCH RESULT SCREEN 10 THE SEARCH RESULTS ARE NOW DISPLAYED, AS A RESULT OF PRESSING THE F3-CMD KEY, CURSOR TO SEARCH, ENTER. THE VARIOUS MATCHES ARE NUMBERED THIS NOTES THAT THE CURSER IS ON LINE 1 OF 11 TOTAL MATCHES FOUND. JH LINE 0 \T1\ ABORTED\\\JOINT\\10\% SETUP\Eq\Search\\\\\\\\\\\\\\\ 0 1/11 PROCESS PULSE WIRE MATERIAL GMAW Steel # WIRE DIA DESCRIPTION 1 10 .035 in [GMAW Steel ] [CV CO2 ] [ ] 2 11 .035 in [GMAW Steel ] [CV ArMix ] [ ] [ TYPE ] SELECT HELP MATCH NUMBER DETAILS OF EACH MODE PW MODE / MEMORY NUMBER F2 PRESS F2-SELECT TO LOCK IN THE DESIRED MATCH. THE PREVIOUS MODE SETUP SCREEN WILL APPEAR NEXT, DISPLAYING THE MODE.
SCHEDULES SCREEN (EXPANDED) 11 PLACE CURSOR ON + SCHEDULES, PRESS F2-DETAIL KEY JH LINE 0 \T1\ ABORTED\\JOINT\100\% DATA\Weld\Procedure\ 11\\\\\\\ 3/21 - Schedules Schedule IPM Speed Time Runin 300.0 1.0 0.00 Schedule 1 350.0 1.0 15.0 0.00 Schedule 2 450.0 0.7 45.0 0.00 Schedule 3 550.0 1.5 55.0 0.00 Schedule 4 0.0 0.0 50.0 0.00 Schedule 5 0.0 0.0 50.0 0.00 Burnback 300.0 1.0 0.05 Wirestick 300.0 1.0 0.10 [ TYPE ] DETAIL [ CMND ][ VIEW ] HELP LISTED FIRST IS THE RUNIN PROCEDURE, FOLLOWED BY A SERIES OF WELD SCHEDULES. THE NUMBER OF SCHEDULES IS SET IN THE WELD PROCEDURE SCREEN, UP TO 32 PER PROCEDURE WITH A MAXIMUM 100 SCHEDULES AVAILABLE FOR USE. FINAL ITEMS SHOWN ARE THE BURNBACK AND WIRESTICK RESET PROCEDURES. FIRST COLUMN INDICATES SCHEDULE NUMBER OR ITEM. SECOND COLUMN INDICATES WIRE FEED SPEED. THIRD COLUMN INDICATES TRIM/VOLTAGE SETTING. FOURTH COLUMN IS FOR WELDING TRAVEL SPEED. FIFTH COLUMN IS FOR DELAY TIME FOR CRATER FILLING TO SETUP A WELD SCHEDULE, FIRST MAKE SURE THE DESIRED MODE HAS BEEN SETUP IN THE MODE SETUP SCREEN. THEN CURSER TO DESIRED SCHEDULE NUMBER AND PRESS F2-DETAIL. SEE SCREEN BELOW:
WELD SCHEDULE DETAIL VIEW 12 TEST1 LINE 0 \T1\\\\\\\\JOINT\\10\% DATA\Weld\Procedure\\\\\\\\\\\ 1/8 1 Weld Procedure 1 [\\\\\\\\\\\\\\\\] [CV ArMix GMAW # 11] [.035 in Steel Ar CO2 ] 2 Weld Schedule 28 [Schedule ] 3 Heatwave mode None 4 WFS 0.0 IPM 5 Volts 0.00 Volts 6 Pinch 0.00 7 Travel speed 50.0 IPM 8 Delay Time \0.00 sec Feedback Arc Current 0.0 Amps Feedback Arc Voltage 0.0 Volts [ TYPE ]SCHEDULE HELP > LINE 1-NOTES WHICH WELD PROCEDURE IS BEING DISPLAYED AND CURRENT MODE DETAIL LINE 2- NOTES WHICH WELD SCHEDULE IS BEING VIEWED LINE 3- OPTIONAL HEATWAVE SETTING: STEP WITH WEAVING, RAMP WITH WEAVING, PULSE ON WEAVING. LINE 4- KEY IN DESIRED WIRE FEED SPEED LINE 5- FOR POWERWAVE CV PROCESSES, KEY IN DESIRED WELD VOLTAGE(0-50). FOR POWERWAVE PULSE PROCESSES, KEY IN DESIRED TRIM VALUE(.5-1.5) LINE 6-FOR PINCHING THE ARC; WAVE CONTROL FOR PULSE, ADJUST FREQUENCY LINE 7-FOR WELDING TRAVEL SPEED IF WELD SPEED IS USED IN THE PROGRAM LINE 8-FOR CRATER FILL STT ONLY: LINE 5 WILL INDICATE BACKGROUND CURRENT, TYPICAL RANGE IS FROM 40-80 AMPS LINE 6 WILL INDICATE PEAK CURRENT, TYPICAL RANGE IS FROM 150-300 AMPS
DETAIL VIEW OF WELD SCHEDULE WITH 13 HEATWAVE (OPTION) ENABLED JH LINE 0 \T1\ ABORTED\\\\JOINT\100\% DATA\Weld\Procedure\\\\\\\\\\\ 0 1 1/8 1 Weld Procedure 1 [\\\\\\\\\\\\\\\\] [RapidArc ArMix GMAW-P # 13] [.035 in Steel Ar CO2 ] 2 Weld Schedule 3 [Schedule ] 3 Heatwave mode Step with weaving Left Center Right WFS 300.0 550.0 300.0 IPM Trim 1.000 1.500 1.000 UltimArc 0.00 0.00 0.00 7 Travel speed 55.0 IPM 8 Delay Time \0.00 sec Feedback Arc Current 0.0 Amps Feedback Arc Voltage 0.0 Volts [ TYPE ]SCHEDULE HELP > IF HEATWAVE IS ENABLED IN THE WELD PROCEDURE SETUP SCREEN, THE DETAILED VIEW OF THE WELD SCHEDULE WILL APPEAR AS SHOWN ABOVE. HEATWAVE USES DIFFERENT PROCEDURES FOR THE CENTER OF THE WEAVE AND LEFT AND RIGHT SIDE OF THE WEAVE.
WELD SYSTEM SCREEN 14 ( MENU, SETUP, F1-TYPE, WELD SYSTEM) JH LINE 0 \T1\ ABORTED\\\JOINT\\10\% SETUP\Weld\System\\\\\\\\\\\\\ 0 1/22 NAME VALUE Monitoring Functions 1 Arc loss: ENABLED\ 2 Gas shortage: DISABLED 3 Wire shortage: DISABLED 4 Wire stick: ENABLED 5 Power supply failure: ENABLED 6 Coolant shortage: DISABLED Weld Restart Function 7 Return to path: ENABLED 8 Overlap distance: 0 mm 9 Return to path speed: 200 mm/s Scratch Start Function 10 Scratch start: ENABLED 11 Distance: 7 mm 12 Return to start speed: 50 mm/s 13 Retry count: 1 Repeat Touch Retry Function 14 Repeat Touch Retry: ENABLED 15 Retry count: 2 Weld Speed Function 16 Default speed: 50 IPM Other Functions 17 On-The-Fly: ENABLED 18 Weld from teach pendant: ENABLED 19 Remote gas purge: DISABLED 20 Remote wire inch: DISABLED 21 Gas purge key: ENABLED 22 Gas purge time: 5\\ sec [ TYPE ] HELP
WELD EQUIPMENT SCREEN 15 ( MENU, SETUP, F1-TYPE, WELD EQUIPMENT) JH LINE 0 \T1\ ABORTED\JOINT\\10\% SETUP\Weld\Equip\\\\\\\\\\\\\\ 0 1/8 Welder:Lincoln Electric PowerWave+Enet Feeder Gear 1 AutoDrive\4R220\Std Spd (35T) 2 WIRE+ WIRE- speed: 50 IPM 3 High WIRE+ speed: 200 IPM 4 Feed forward/backward: ENABLED Timing: 5 Arc start error time: 1.40 sec 6 Arc detect time: 0.005 sec 7 Arc loss error time: 0.25 sec 8 Gas detect time: 0.05 sec [ TYPE ] HELP