Download
1 / 3
70 likes | 216 Views
If you want any guidance regarding this, come to the Steel tube. It is an expert maker of exactness ERW carbon steel tube. ITM gives the full scope of customary ERW items between 12 round and 101 round. In any case, ITM is additionally fitted for delivering an apparently interminable scope of tweaked tube sizes.

E N D
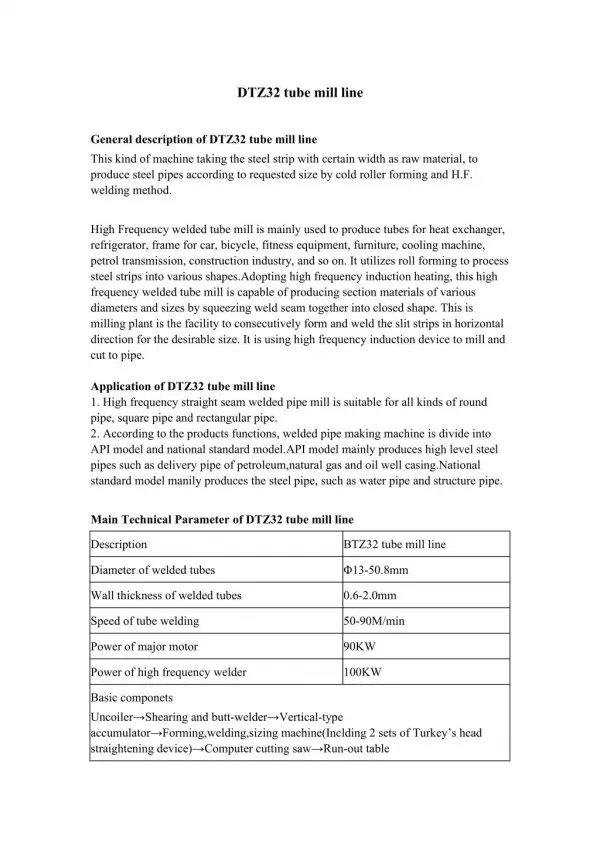
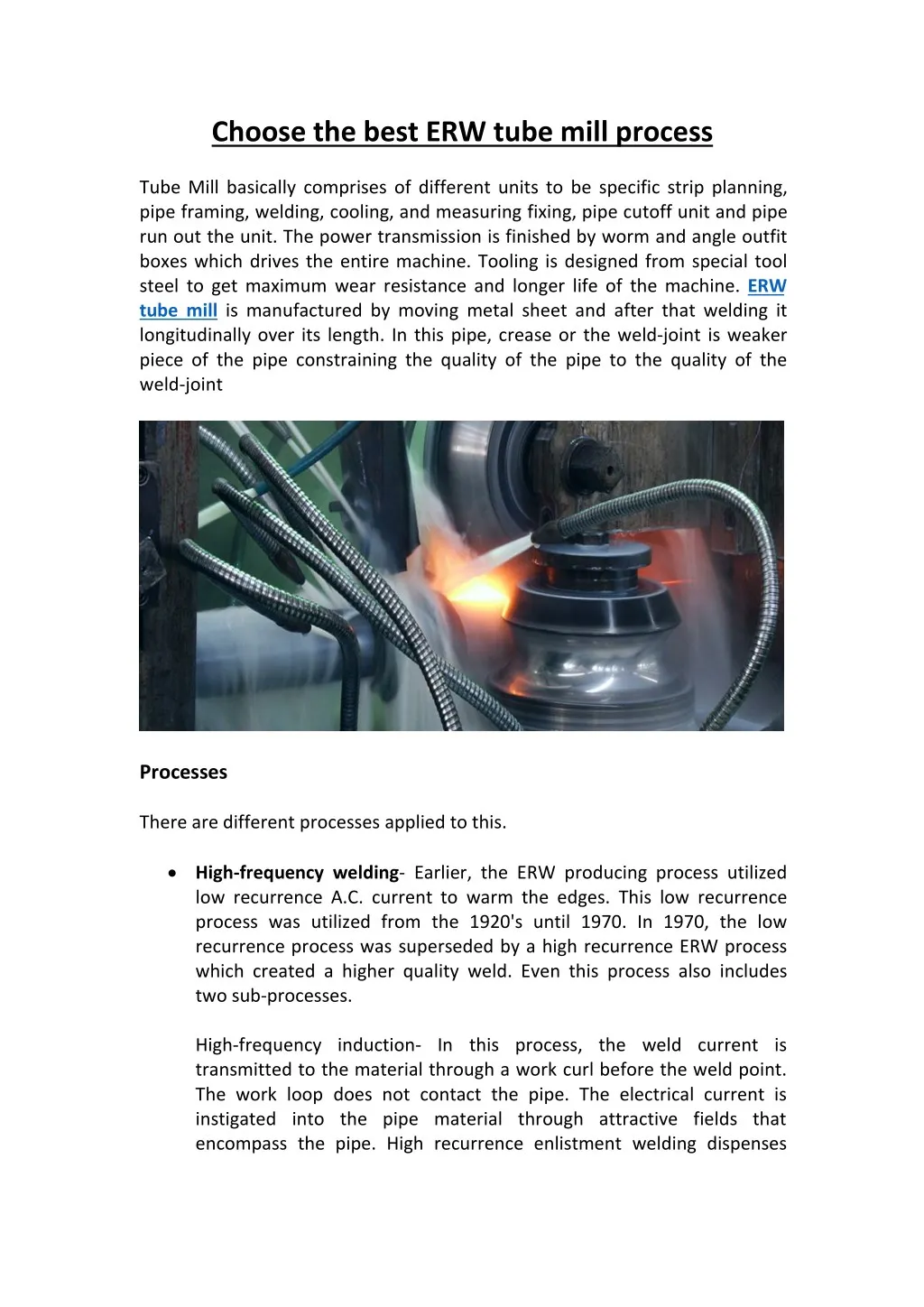
Choose the best ERW tube mill process Tube Mill basically comprises of different units to be specific strip planning, pipe framing, welding, cooling, and measuring fixing, pipe cutoff unit and pipe run out the unit. The power transmission is finished by worm and angle outfit boxes which drives the entire machine. Tooling is designed from special tool steel to get maximum wear resistance and longer life of the machine. ERW tube mill is manufactured by moving metal sheet and after that welding it longitudinally over its length. In this pipe, crease or the weld-joint is weaker piece of the pipe constraining the quality of the pipe to the quality of the weld-joint Processes There are different processes applied to this. High-frequency welding- Earlier, the ERW producing process utilized low recurrence A.C. current to warm the edges. This low recurrence process was utilized from the 1920's until 1970. In 1970, the low recurrence process was superseded by a high recurrence ERW process which created a higher quality weld. Even this process also includes two sub-processes. High-frequency induction- In this process, the weld current is transmitted to the material through a work curl before the weld point. The work loop does not contact the pipe. The electrical current is instigated into the pipe material through attractive fields that encompass the pipe. High recurrence enlistment welding dispenses
with contact stamps and lessens the setup required while changing tube extent. High-frequency contact welding- In this, the weld current is transmitted to the material through contacts that ride on the strip. The weld control is connected straightforwardly to the pipe, which makes this procedure more electrically productive acceptance welding. Since it is more proficient, it is appropriate to an extensive width and high divider thickness pipe manufacturing. than high recurrence Electric flash welding process- In this process, a steel sheet is framed into a round and hollow shape. The edges were warmed to the point when they turn semi-liquid and after that constrained together to the point when liquid steel was constrained out of the joint and shaped a globule. The creases of electric glimmer welded pipe are vulnerable to consumption and snare splits. This kind of pipe is additionally helpless to disappointments because of hard spots in the plate steel happened because of a coincidental extinguishing of the steel amid the assembling procedure. Rotary contact wheel welding process-In Rotary Contact Wheel Welding, the electrical current is transmitted through a contact wheel at the weld point. The contact wheel additionally applies a portion of the product weight essential for the welding procedure. The three primary sorts of rotational contact wheel welders are AC, DC, and square wave. In each of the three power supplies, electrical current is exchanged by brush gatherings that connect with slip rings joined to a pivoting shaft that backings the contact wheels. These contact wheels
exchange the current to the strip edges. Lap welding- In this process, steel was warmed in a heater and afterward moved into the state of a barrel. The edges of the steel plate were then "scarfed". Scarfing includes overlaying the inward edge of the steel plate, and the decreased edge of the contrary side of the plate. The crease was then welded utilizing a welding ball, and the warmed pipe was passed between rollers which constrained the crease together to make a bond. The welds delivered by lap welding are not as dependable as those made utilizing more present-day strategies. There are some other methods also available. So, evaluate all methods and choose the best as per your requirement and budget. If you want any guidance regarding this, come to the Steel tube. It is an expert maker of exactness ERW carbon steel tube. ITM gives the full scope of customary ERW items between 12 round and 101 round. In any case, ITM is additionally fitted for delivering an apparently interminable scope of tweaked tube sizes.