Download
1 / 1
10 likes | 323 Views
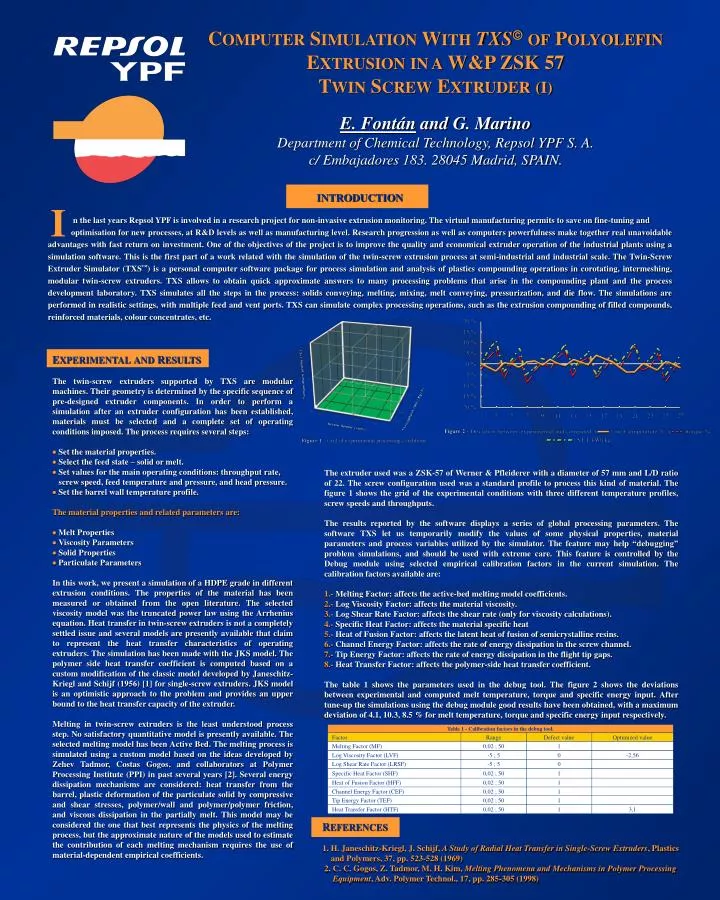
C OMPUTER S IMULATION W ITH TXS OF P OLYOLEFIN E XTRUSION IN A W&P ZSK 57 T WIN S CREW E XTRUDER (I) E. Fontán and G. Marino Department of Chemical Technology, Repsol YPF S. A. c/ Embajadores 183. 28045 Madrid, SPAIN. INTRODUCTION

E N D
COMPUTER SIMULATION WITHTXSOF POLYOLEFIN EXTRUSIONIN A W&P ZSK 57 TWIN SCREW EXTRUDER(I)E. Fontán and G. MarinoDepartment of Chemical Technology, Repsol YPF S. A.c/ Embajadores 183. 28045 Madrid, SPAIN. INTRODUCTION n the last years Repsol YPF is involved in a research project for non-invasive extrusion monitoring. The virtual manufacturing permits to save on fine-tuning and optimisation for new processes, at R&D levels as well as manufacturing level. Research progression as well as computers powerfulness make together real unavoidable advantages with fast return on investment. One of the objectives of the project is to improve the quality and economical extruder operation of the industrial plants using a simulation software. This is the first part of a work related with the simulation of the twin-screw extrusion process at semi-industrial and industrial scale. The Twin-Screw Extruder Simulator (TXS™) is a personal computer software package for process simulation and analysis of plastics compounding operations in corotating, intermeshing, modular twin-screw extruders. TXS allows to obtain quick approximate answers to many processing problems that arise in the compounding plant and the process development laboratory. TXS simulates all the steps in the process: solids conveying, melting, mixing, melt conveying, pressurization, and die flow. The simulations are performed in realistic settings, with multiple feed and vent ports. TXS can simulate complex processing operations, such as the extrusion compounding of filled compounds, reinforced materials, colour concentrates, etc. I EXPERIMENTALAND RESULTS The twin-screw extruders supported by TXS are modular machines. Their geometry is determined by the specific sequence of pre-designed extruder components. In order to perform a simulation after an extruder configuration has been established, materials must be selected and a complete set of operating conditions imposed. The process requires several steps: ·Set the material properties. ·Select the feed state – solid or melt. ·Set values for the main operating conditions: throughput rate, screw speed, feed temperature and pressure, and head pressure. ·Set the barrel wall temperature profile. The material properties and related parameters are: ·Melt Properties ·Viscosity Parameters ·Solid Properties ·Particulate Parameters In this work, we present a simulation of a HDPE grade in different extrusion conditions. The properties of the material has been measured or obtained from the open literature. The selected viscosity model was the truncated power law using the Arrhenius equation.Heat transfer in twin-screw extruders is not a completely settled issue and several models are presently available that claim to represent the heat transfer characteristics of operating extruders. The simulation has been made with the JKS model. The polymer side heat transfer coefficient is computed based on a custom modification of the classic model developed by Janeschitz-Kriegl and Schijf (1956) [1] for single-screw extruders. JKS model is an optimistic approach to the problem and provides an upper bound to the heat transfer capacity of the extruder. Melting in twin-screw extruders is the least understood process step. No satisfactory quantitative model is presently available. The selected melting model has been Active Bed. The melting process is simulated using a custom model based on the ideas developed by Zehev Tadmor, Costas Gogos, and collaborators at Polymer Processing Institute (PPI) in past several years [2]. Several energy dissipation mechanisms are considered: heat transfer from the barrel, plastic deformation of the particulate solid by compressive and shear stresses, polymer/wall and polymer/polymer friction, and viscous dissipation in the partially melt. This model may be considered the one that best represents the physics of the melting process, but the approximate nature of the models used to estimate the contribution of each melting mechanism requires the use of material-dependent empirical coefficients. The extruder used was a ZSK-57 of Werner & Pfleiderer with a diameter of 57 mm and L/D ratio of 22. The screw configuration used was a standard profile to process this kind of material. The figure 1 shows the grid of the experimental conditions with three different temperature profiles, screw speeds and throughputs. The results reported by the software displays a series of global processing parameters. The software TXS let us temporarily modify the values of some physical properties, material parameters and process variables utilized by the simulator. The feature may help “debugging” problem simulations, and should be used with extreme care. This feature is controlled by the Debug module using selected empirical calibration factors in the current simulation. The calibration factors available are: 1.-Melting Factor: affects the active-bed melting model coefficients. 2.-Log Viscosity Factor: affects the material viscosity. 3.-Log Shear Rate Factor: affects the shear rate (only for viscosity calculations). 4.-Specific Heat Factor: affects the material specific heat 5.-Heat of Fusion Factor: affects the latent heat of fusion of semicrystalline resins. 6.- Channel Energy Factor: affects the rate of energy dissipation in the screw channel. 7.-Tip Energy Factor: affects the rate of energy dissipation in the flight tip gaps. 8.-Heat Transfer Factor: affects the polymer-side heat transfer coefficient. The table 1 shows the parameters used in the debug tool.The figure 2 shows the deviations between experimental and computed melt temperature, torque and specific energy input. After tune-up the simulations using the debug module good results have been obtained, with a maximum deviation of 4.1, 10.3, 8.5 % for melt temperature, torque and specific energy input respectively. REFERENCES 1.H. Janeschitz-Kriegl, J. Schijf, A Study of Radial Heat Transfer in Single-Screw Extruders, Plastics and Polymers, 37, pp. 523-528 (1969) 2. C. C. Gogos, Z. Tadmor, M. H. Kim, Melting Phenomena and Mechanisms in Polymer Processing Equipment, Adv. Polymer Technol., 17, pp. 285-305 (1998)