Download
1 / 13
170 likes | 369 Views
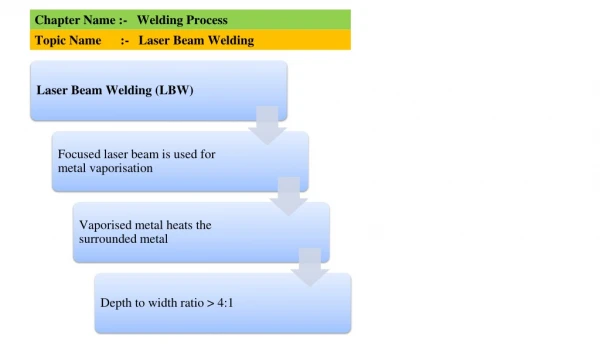
Five Axis Laser Welding for Repair of Turbine Engine Components. NCMS/CTMA Symposium: Track 1 Terry L. VanderWert PRIMA North America, Inc. Outline. Laser welding technology overview A History of success Applications and benefits Repair applications Potential benefits Barriers

E N D
Five Axis Laser Welding for Repair of Turbine Engine Components NCMS/CTMA Symposium: Track 1 Terry L. VanderWert PRIMA North America, Inc.
Outline • Laser welding technology overview • A History of success • Applications and benefits • Repair applications • Potential benefits • Barriers • Potential projects • Summary
Laser Welding – A History of Success Automotive – Body-in-White, Gear box, Sensors Medical – Pacemakers, Implants, Surgical Instruments Electronics – Hybrid packages, Sensors, Transducers Military – Microwave devices, IR Sensors, Gyroscope Aerospace – Fuselage Panels, Sensors Turbine Engine Components 70 m laser welded joint High speed Consistent quality Negligible distortion Minimal heat effect
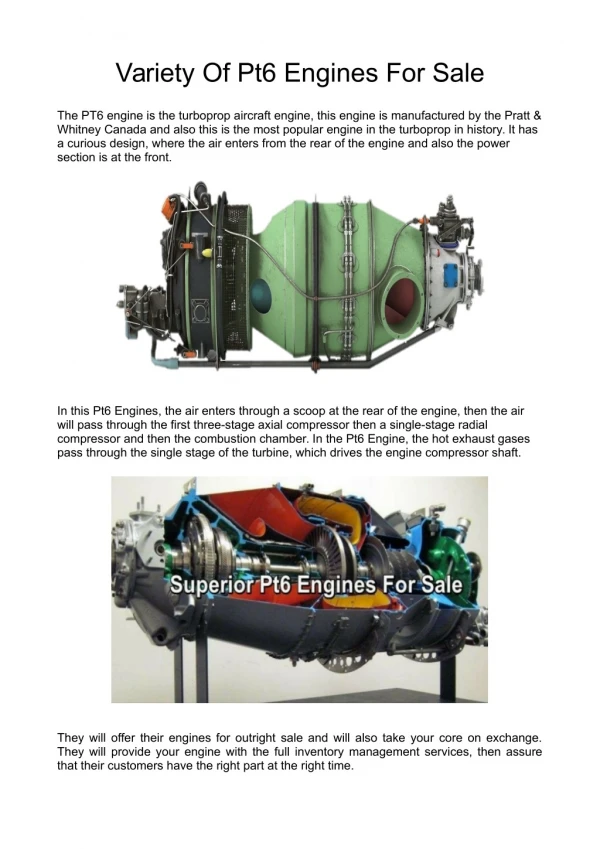
Application – Repair of Turbine Engine Components Growing Success in Aerospace • Weld repair of worn blade tips, knife edge seals, rotary seals • Weld new sections of blades, NGVs • Weld sheet metal sections of combustors
Growing Success in Aerospace Application - Aircraft Fuselage Panel Stringer Welding Military jets: $2,000/lb/100,000 hours • Reduced weight • 1 lb on the engine = 5-10 lbs on the wing structure Source: Mendez, P. F., Eagar, T. W., “New Trends in Welding in the Aeronautic Industry”, 2nd Conference of New Manufacturing Trends, Bilbao, Spain, November 19-20, 2002.
Applications and Benefits for AircraftFuselage Panel Stringer Welding • Reduced weight (fuel savings) • Eliminate fasteners and sealing material • Modify designs to account for lower heat affected zone. • Reduced costs – Welded joint made in half the time of a riveted joint. • Improved reliability • No rivets to corrode or fatigue • No moisture traps
Potential Benefits of Laser Welding for Repair Depots • Flexible • Applicable to a wide range of metals and alloys and to a wide range of components • Sheet metal welding (+ cutting + drilling) • Low distortion produces ‘near net shape’ - means minimum post-weld machining and blending operations for repaired components • Readily automated – addresses growing shortage of skilled labor/welders
Barriers to Laser Welding in Repair Applications • Process not qualified • Highly concentrated beam creates demand for good joint fit-up prior to and during welding. • Penetration limited by laser power for autogenous welding processes. • High capital equipment costs most often demands high utilization – requires ‘high volume’ applications or multiple applications Source: Industrial Laser Processes – An Introduction, AMT Laser Systems Product Group, 1999.
Potential Projects • Baffle plate welding • Automated seam tracking/in-situ weld quality monitoring • Hybrid laser/arc welding
Baffle Plate Welding • Objective – Extend laser welding of baffle plates to repair applications. • Challenges – Tooling designed to address design (joint fit-up; joint type that changes with location) • Potential return • Improved yield – less scrap, rework • Improved process repeatability • Reduced cost
Automated Seam Tracking -Weld Quality Monitoring • Objective – Integrate adaptive tools to reliably track the weld joint and monitor weld quality • Challenges • High speed machine motion • Varying surface conditions • Laser weld plume and ejection of material • Potential return • Greatly reduced set-up times - greater equipment utilization • Higher reliability - reduced inspection costs • Reduced tooling costs
Hybrid Laser/Arc Welding • Objective – Adapt hybrid laser + arc welding process to repair applications. • Challenges – Integration and control of the laser and arc welding equipment; develop weld process. • Potential return • Greater flexibility – wider range of applications • Higher weld speeds • Improved tolerance to joint fit-up Source: Moore, P.L., et. al., “Development of Laser, and Laser/Arc Hybrid Welding for Land Pipeline Applications”.
SummaryLaser Welding - An Enabling Technology • Laser welding is gaining traction as a means for aircraft and turbine engine manufacturers to reduce weight and production costs, and increase product quality. • Consistent quality = reduced scrap, rework, inspection. • Low distortion and high quality welds. • Fast relative to conventional joining processes. • Multi-axis laser welding systems with adaptive controls can provide maximum versatility and minimum set-up times. • PRIMA North America’s experience in laser welding and integrated multi-axis laser systems can be valuable in adapting this technology to repair depots.