Download
1 / 36
460 likes | 962 Views
Process Planning. Presented By Bidve M.A. Planning of Process from Raw Material to Finished Product. Process planning is defined as the systematic determination of methods by which a product is to be manufactured economically and competitively. Benefits:

E N D
Process Planning Presented By Bidve M.A.
Planning of Process from Raw Material to Finished Product • Process planning is defined as the systematic determination of methods by which a product is to be manufactured economically and competitively. Benefits: • Process rationalization and standardization • Productivity improvement • Product cost reduction • Reduction in time • Faster response to engineering changes.
Process Planning • It is generally starts after completion of product design. Process engineer receives drawing and other specifications of part (which is to be manufactured) from design department. • Selection of machines • Determining sequence of operation • Combining operations wherever possible • Specifying inspection stages • Specifying tools, jigs, fixtures required for process.
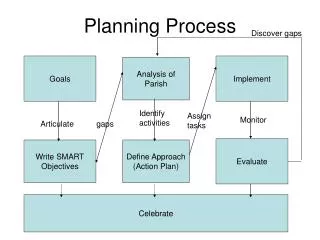
Steps • Study of part drawing and its specifications. • Decide about make or buy about the part under planning called as make or buy decision. • Selection of most appropriate process which is competitive and economical. • Deciding the sequence of operations which comprises the selected process. • Determination of blank size of raw material and list of material is prepared.
Steps 6. As per the capacity and capability the suitable machines with accessories are selected. 7. Determination of inspection points or stages on product manufacturing line. 8. Selection of labour, tools, measuring and inspection devices. 9. Estimation of process and manufacturing cost of product. 10. Preparation of route and operation sheet which is also called process sheet.
Factors affecting Process Planning • Volume of Production. • Delivery dates of components or products. • Process capability of the machines. • Skill of manpower. • Material. • Surface Finishing. • Accuracy required.
Volume of Production • Volume of production affects the manufacturing process. High quantity of production generally requires special purpose machines. Medium quantity requires batch production on general purpose machines with special tool. Smaller quantity requires job type production on general purpose machines with standard tools.
Delivery dates of components or products. • Short time period of delivery generally do not allow process engineer to select most economical process and tool for economic production. • Due to insufficient time, he may use less efficient machine and tool on other hand longer delivery schedule give process engineer sufficient time and select most economical process.
Process capability of the machines. • Because of reason like wear and tear of tools, poor maintenance, variation is obtained for the jobs done. • Process capabilities changes with time. • Process engineer must be aware about such variations for selection of right machines.
Skill of manpower, Material • Skill of available manpower must be known to determine the need for added operations to avoid defectives due to poor workmanship. • Material from which part is made enables proper selection of machine, tools, speeds and feeds. Ex Aluminum alloys, brass etc requires high speed machining and hence loaded on machine with high spindle speed.
Surface Finishing, Accuracy • Surface finish to a large extent decides manufacturing method to be used. Additional operations are required when parts require fine finishing. • When high accuracy is required, machine with less variation should be used. If job is with less accuracy machine with wider variation cap be used.
Sequence of Operation • Basic operations • Principle operations • Major operations • Auxiliary operations • Supporting operations
Sequence of Operation • Basic operations: Before planning the process there are certain operations which give initial shape to raw material which are called basic operations. Ex. Casting, forging, etc • Principle operations: These are the group of operations which is carried out to convert the shape of material into finished product. Ex. Machining, Hot & cold forming, Casting and moulding, Assembly.
Sequence of Operation • Major operations: These are the operations performed within the principle operation. Ex. When machining is principle operation then cutting, facing, turning, threading, etc are the major operation. • Auxiliary operations: These are the operations which are performed to ensure continuity and completion of principle operations. Ex. Welding, heat treatment, cleaning , finishing, etc.
Sequence of Operation • Supporting operations: These are the operations which are necessary to the successful completion of the product. Ex. Inspection, quality control, dispatch.
Process Operation Sheet • Process operation sheet is a detail record of different operations needed to produce a part in a tabular form. This is also known as analysis sheet, instruction sheet, operation sheet or process design sheet.
Prepare the operation sheet for theHexagonal Nut having right hand threads
Combined Operations • Adding more than one operation in a practical and economical way is known as combining operations. • There are two methods of combining operations • Simulation Method • Integration Method
Simulation Method • This method involves performing two or more operations at the same time and in one setting of job i.e. without changing job setting. • Ex. Gang milling operation, straddle milling operation, slot making operation, CNC, etc.
Integration Method • When a set of operations selected for a process arranged so as to perform one after other, not simultaneously is the method of integration. • The operations are carried out in succession without disturbing setups. • Ex. Operations on turret lathe, multi spindle automats, CNC operations, etc.
Advantages of Combined Operations • Reduction in operation cycle time. • Reduction in setup labour cost as the less number of setups required. • Goods are dispatched to customer in time. i.e. delivery date in time. • Rate of output increases, results in increase in profit margin. • Reduction in In-process inspection.
Advantages of Combined Operations 6. Improvement in accuracy. 7. Reduction in Labour cost. 8. Reduction in fixed capital. 9. Less tooling required. 10. Less handling required.
Disadvantages of Combined Operations • Higher setup cost. • Special purpose machines are required. • Higher labour skill needed.
Inspection • A worker manufacturing products according to his skill and ability. During manufacturing he inspects his assigned job whether he is doing it as per given specification or not. • In mass production system mostly semi-skilled workers are engaged to produce goods. So separate inspecting staff allotted to inspect jobs.
Inspection • The reputation and success of any industry largely depends upon quality of their products. • Inspection does not create quality but it helps to control it. • Inspection is the process of measuring the quality of product in terms of established standards.
Stages of Inspection • The term inspection is nothing but a comparison of product specifications with its drawing specifications. • Inspection is the instrument of quality measurement. • It is based on process, technical and cost considerations.
Process: Within the process there are no of possible points where inspection or quality checks could be provided. Procurement ------------------ Purchased items vendor rating Receiving ----------------- Incoming quality inspection Production ----------------- Conversion and assembly process involves no and checkups Finished Goods --------------- Test and inspection of finished goods
2. Technical considerations: In includes first of all finding out which parts of the process are responsible for the essential function of the product and to ensure that adequate quality checks are made at these points. Secondly process timing which refers to the feasibility to perform inspection task by taking time of each operation into cosideration.
3. Cost considerations: It is divided into two parts. The first one is the total cost of inspection and second one is the cost of allowing defective products to pass on through the process.
Factors consideration to determine stages of inspection • Type of production system. i.e. job, batch or mass, etc. • Nature of product i.e. complex which consists of more number of parts or simple one. • Process selected for manufacture which consists of simple or complex operations or which consists of cheap or costly operations. • Type of layout i.e. line or functional layout. • Finding the key operations in the process responsible for the essential function of the product. • The cost inspection i.e. money spend on inspection and cost of allowing defective parts per lot.
Difference between Floor inspection and Centralized inspection