Download
1 / 21
210 likes | 348 Views
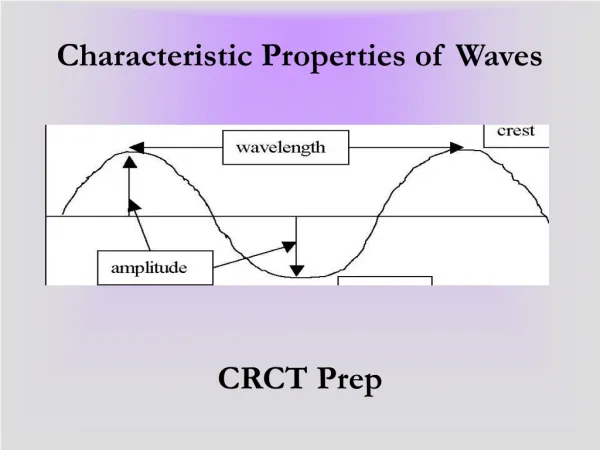
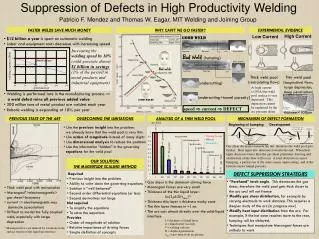
Estimation of the Characteristic Properties of the Weld Pool during High Productivity Arc Welding. Dr. Patricio Mendez Prof. Thomas W. Eagar Massachusetts Institute of Technology October 4th, 1999. Good Weld. beginning. Top view. end. Cross section. Bad Weld (humping). Cross sections.

E N D
Estimation of the Characteristic Properties of the Weld Pool during High Productivity Arc Welding Dr. Patricio Mendez Prof. Thomas W. Eagar Massachusetts Institute of Technology October 4th, 1999
Good Weld beginning Top view end Cross section Bad Weld(humping) Cross sections Bad welds beginning Top view end increased productivity Good welds (undercutting) High Productivity Welding • high current • high speed Savage et al., 1979
Outline • Description of the problem and current understanding • Methodology • Formulation of the problem • Results and discussion
Geometry of the Problem • The productivity limiting defects are associated to a very depressed weld pool. (Bradstreet, 1968; Yamamoto, 1975; Shimada, 1982; Savage, 1979) gouging region gouging region trailing region trailing region rim
Possible Causes for Depression • Marangoni Forces: they are dominant at lower currents (Heiple and Roper, 1982; Oreper and Szekely, 1984; etc.). • Electromagnetic Forces: they increase with current. • Arc Pressure: exerts adirect action on the free surface (Weiss et al., 1996; Lin and Eagar, 1983; Rokhlin and Guu, 1993). • Gas Shear on the Surface: increases with current (Ishizaki, 1962; Choo and Szekely, 1991). How to determine the dominant force in such a complicated geometry?
Methodology: Order of Magnitude Scaling • Features: • Acts as a bridge between dimensional analysis and asymptotic considerations. • Includes all of the desired driving forces. • Uses the governing differential equations. • Previous insight into the problem is especially relevant. • Output: • set of order of magnitude scaling factors for the solution of the problem • determination of the relative importance of different driving forces and effects • generalization of results from calculations or experiments
Elements of Order of Magnitude Scaling • Normalization • Functional requirements (Domain partition) • Asymptotic considerations This is applied to the governing equations
Normalization • This normalization generates dimensionless functions of the order of magnitude of one. F(B) F(X) F(A) A X B 1 f(x) 0 0 x 1
Functional Requirements • The second derivatives must be of the order of one • This condition assures that the first derivatives are also of the order of one. This is a new condition not mentioned in other references OK not OK Limitation: equations of second order or less
subdomain for scaling domain of problem Functional Requirements: Domain Partition • Choosing the appropriate domain the second derivatives are of the order of one. • The size of the partition might be initially unknown. Limitation: many subdivisions may make the process more difficult instead of simpler
Asymptotic Considerations: Extraction of Algebraic Equations from Differential Ones • The unknown functions can be replaced by functions of the order of one with unknown scaling factors: unknown function unknown scaling factor dimensionless function 1
Asymptotic Considerations: Extraction of Algebraic Equations from Differential Ones • Dominant balance is used for the normalization of the differential equations . • The normalized differential equations are transformed into algebraic equations: 1 differential equation 1 algebraic equation: 1 1
Related Techniques inspectional analysis Szirtes 1998, Chen 1971, Barr 1987 Dimensional Analysis Differential Equations Matrix Algebra similarity dominant balance Chen, 1990; Barenblatt, 1996 Bender and Orszag, 1978 intermediate asymptotics characteristic values Denn, 1980 Asymptotic Considerations
Formulation of the Problem • 2-dimensional formulation, quasi-stationary traveling weld. • Focus on depressed part of weld pool. • Driving forces included: • Gas shear on the free surface • Arc pressure • Hydrostatic pressure • Capillary forces • Marangoni forces • Buoyancy forces
Formulation of the Problem • 9 Unknowns: • d(X), U(X,Z), W(X,Z), P(X,Z), T(X,Z) • (X,Z), JX(X,Z), JZ(X,Z), B(X,Z) • 8 Estimations • d*, U*, W*, P*, T*, F*, J*, B* • 9 Equations: • mass conservation, Navier-Stokes(2), energy conservation, Marangoni. • Ohm (2), Ampere (2), charge conservation.
Formulation of the Problem • 17 Parameters: • L, r, a, k, Qmax, Jmax, se, g, n, sT, s, Pmax, tmax, U, m0, b, ws • 7 Reference Units: • m, kg, s, K, A, J, V • 10 Dimensionless Groups • Reynolds, Stokes, Elsasser, Grashoff, Peclet, Marangoni, Capillary, Poiseuille, geometric, ratio of diffusivity
T* d* Results: estimations U*
gas shear / viscous inertial / viscous electromagnetic / viscous convection / conduction Marangoni / gas shear arc pressure / viscous hydrostatic / viscous buoyancy / viscous capillary / viscous diff.=/diff.^ 1 N2 N15 N27 N7 N6 N26 N24 N8 N5 Results: gas shear is the dominant driving force
Discussion • The driving forces previously suggested as possible causes for the big depression include: • Electromagnetic forces: they are not dominant, because they tend to raise the surface instead of creating a depression (Tsai and Kou, 1989) • Arc pressure: is not dominant, because it is too small to create the observed depression (Lin and Eagar, 1985; Rokhlin and Guu 1993) • Marangoni: experiments were conducted on 304 stainless steel with high (230 ppm) and low (6 ppm) sulfur content.
Conclusions • In the high productivity regime: • Arc shear on the free surface is the dominant driving force in the weld pool. • The weld pool degenerates into a thin liquid film. • The observed depression is approximately equal to the weld penetration. • The order of magnitude of the dimensionless groups obtained suggests that some terms in the governing equations could be simplified in more detailed calculations.