Download
1 / 1
10 likes | 120 Views
Moving Towards Virtual Testing. J Ankersen, GAO Davies, and D Hitchings. INTRODUCTION

E N D
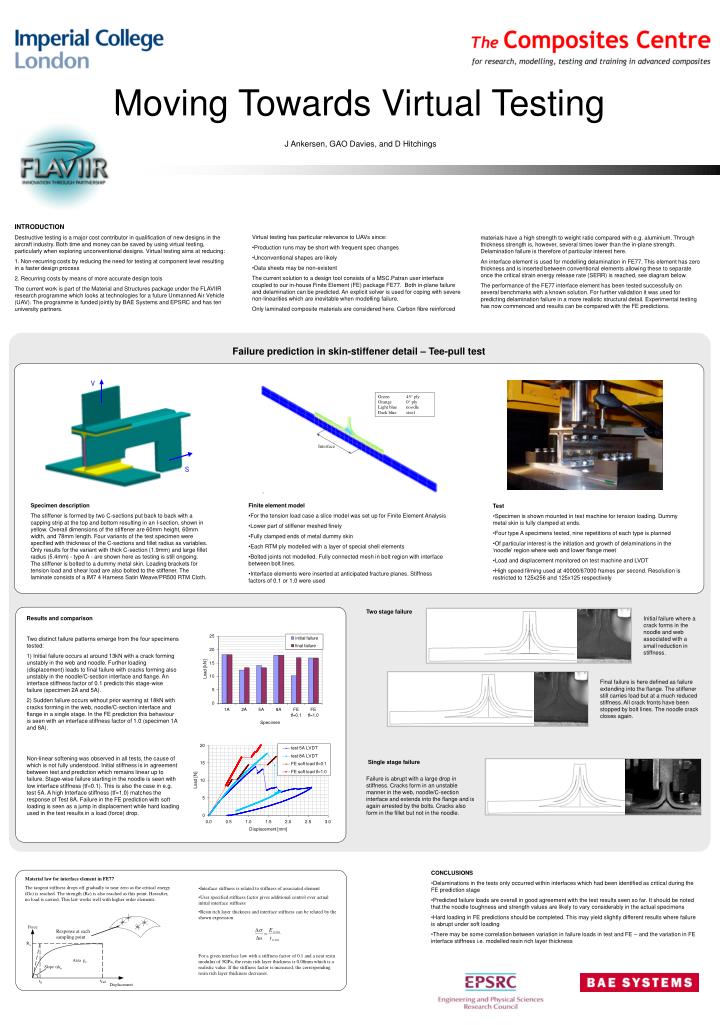
Moving Towards Virtual Testing J Ankersen, GAO Davies, and D Hitchings INTRODUCTION Destructive testing is a major cost contributor in qualification of new designs in the aircraft industry. Both time and money can be saved by using virtual testing, particularly when exploring unconventional designs. Virtual testing aims at reducing: 1. Non-recurring costs by reducing the need for testing at component level resulting in a faster design process 2. Recurring costs by means of more accurate design tools The current work is part of the Material and Structures package under the FLAVIIR research programme which looks at technologies for a future Unmanned Air Vehicle (UAV). The programme is funded jointly by BAE Systems and EPSRC and has ten university partners. • Virtual testing has particular relevance to UAVs since: • Production runs may be short with frequent spec changes • Unconventional shapes are likely • Data sheets may be non-existent • The current solution to a design tool consists of a MSC.Patran user interface coupled to our in-house Finite Element (FE) package FE77. Both in-plane failure and delamination can be predicted. An explicit solver is used for coping with severe non-linearities which are inevitable when modelling failure. • Only laminated composite materials are considered here. Carbon fibre reinforced materials have a high strength to weight ratio compared with e.g. aluminium. Through thickness strength is, however, several times lower than the in-plane strength. Delamination failure is therefore of particular interest here. An interface element is used for modelling delamination in FE77. This element has zero thickness and is inserted between conventional elements allowing these to separate once the critical strain energy release rate (SERR) is reached, see diagram below. The performance of the FE77 interface element has been tested successfully on several benchmarks with a known solution. For further validation it was used for predicting delamination failure in a more realistic structural detail. Experimental testing has now commenced and results can be compared with the FE predictions. Failure prediction in skin-stiffener detail – Tee-pull test • Finite element model • For the tension load case a slice model was set up for Finite Element Analysis • Lower part of stiffener meshed finely • Fully clamped ends of metal dummy skin • Each RTM ply modelled with a layer of special shell elements • Bolted joints not modelled. Fully connected mesh in bolt region with interface between bolt lines. • Interface elements were inserted at anticipated fracture planes. Stiffness factors of 0.1 or 1.0 were used Specimen description The stiffener is formed by two C-sections put back to back with a capping strip at the top and bottom resulting in an I-section, shown in yellow. Overall dimensions of the stiffener are 60mm height, 60mm width, and 78mm length. Four variants of the test specimen were specified with thickness of the C-sections and fillet radius as variables. Only results for the variant with thick C-section (1.9mm) and large fillet radius (5.4mm) - type A - are shown here as testing is still ongoing. The stiffener is bolted to a dummy metal skin. Loading brackets for tension load and shear load are also bolted to the stiffener. The laminate consists of a IM7 4 Harness Satin Weave/PR500 RTM Cloth. • Test • Specimen is shown mounted in test machine for tension loading. Dummy metal skin is fully clamped at ends. • Four type A specimens tested, nine repetitions of each type is planned • Of particular interest is the initiation and growth of delaminations in the ‘noodle’ region where web and lower flange meet • Load and displacement monitored on test machine and LVDT • High speed filming used at 40000/67000 frames per second. Resolution is restricted to 125x256 and 125x125 respectively Two stage failure Results and comparison Two distinct failure patterns emerge from the four specimens tested: 1) Initial failure occurs at around 13kN with a crack forming unstably in the web and noodle. Further loading (displacement) leads to final failure with cracks forming also unstably in the noodle/C-section interface and flange. An interface stiffness factor of 0.1 predicts this stage-wise failure (specimen 2A and 5A). 2) Sudden failure occurs without prior warning at 18kN with cracks forming in the web, noodle/C-section interface and flange in a single stage. In the FE prediction this behaviour is seen with an interface stiffness factor of 1.0 (specimen 1A and 8A). Non-linear softening was observed in all tests, the cause of which is not fully understood. Initial stiffness is in agreement between test and prediction which remains linear up to failure. Stage-wise failure starting in the noodle is seen with low interface stiffness (tf=0.1). This is also the case in e.g. test 5A. A high Interface stiffness (tf=1.0) matches the response of Test 8A. Failure in the FE prediction with soft loading is seen as a jump in displacement while hard loading used in the test results in a load (force) drop. Initial failure where a crack forms in the noodle and web associated with a small reduction in stiffness. Final failure is here defined as failure extending into the flange. The stiffener still carries load but at a much reduced stiffness. All crack fronts have been stopped by bolt lines. The noodle crack closes again. Single stage failure Failure is abrupt with a large drop in stiffness. Cracks form in an unstable manner in the web, noodle/C-section interface and extends into the flange and is again arrested by the bolts. Cracks also form in the fillet but not in the noodle. • CONCLUSIONS • Delaminations in the tests only occurred within interfaces which had been identified as critical during the FE prediction stage • Predicted failure loads are overall in good agreement with the test results seen so far. It should be noted that the noodle toughness and strength values are likely to vary considerably in the actual specimens • Hard loading in FE predictions should be completed. This may yield slightly different results where failure is abrupt under soft loading • There may be some correlation between variation in failure loads in test and FE – and the variation in FE interface stiffness i.e. modelled resin rich layer thickness Material law for interface element in FE77 The tangent stiffness drops off gradually to near zero as the critical energy (Gc) is reached. The strength (Rc) is also reached as this point. Hereafter, no load is carried. This law works well with higher order elements. • Interface stiffness is related to stiffness of associated element • User specified stiffness factor gives additional control over actual initial interface stiffness • Resin rich layer thickness and interface stiffness can be related by the shown expression Response at each sampling point For a given interface law with a stiffness factor of 0.1 and a neat resin modulus of 5GPa, the resin rich layer thickness is 0.08mm which is a realistic value. If the stiffness factor is increased, the corresponding resin rich layer thickness decreases.