Download
1 / 10
100 likes | 104 Views
This update discusses the successful performance of the prototype 1/8" sleeve weld, the improved design with larger diameter and 'O' ring, and the incorporation of sleeve welds into electrical break sleeve weld tube fittings. The sleeve welds offer reliable connections, reduce the risk during assembly and testing, and eliminate the need for VCR fittings. Pressure tests are ongoing at RAL, with additional cold tests planned.

E N D
Weld Sleeve, Electrical BreakandDe-Mountable Test Coupling Fred Gannaway, Paul Kemp Russell, Sam Edwards March 2018
SLEEVE WELD JOINTS UPDATE • Prototype 1/8” Sleeve Weld has performed quite well, • Tested hydraulically at QMUL at 100 bar with no issues • Tests conducted at RAL had some failures at 225 bar after 5 hours • Some tests held pressure over the weekend • IMPROVED DESIGN • Diameter of Sleeve increased to 3.50mm • Larger section ‘O’ ring • Tests to be conducted on these Sleeves at RAL • We have confidence these tests should be successful • Sleeve design incorporated into Electrical Break
Sleeve Weld Tube Fittings Compression Washer Orbital Weld Sleeve Nut Test fitting Weld Sleeve ‘O’ Ring Rings and Manifold terminate with ‘O’ Ring Weld Sleeves For installation the ‘O’ Ring and fitting are removed Tube inserted into Sleeve and Orbital Welded
TEST FITTING CONNECTION TO ELECTRICAL BREAK TEST FITTING ‘O’ RING 1.4 SECTION 2.6 BORE COMPRESSION WASHER SLEEVE NUT
Test Setup on a Prototype Sleeve Sleeve Welds are reported to be very reliable, so I have incorporated them in this design. Pressure Tested with a Blind Sleeve to 100Bar Tested with 120mm length of SS tube to 100Bar Even with the nut finger tight successfully tested to 100 Bar 100 Bar in a 2.5mm dia tube 2mm Bore gives 3kg force Will allow for testing of Ring and Manifold without need of VCR fittings. No post cutting or tube preparation required. Ring and Manifold manufactured in final form. Sleeve fittings greatly reduce risk during assembly and test
Sleeve Weld Electrical Break With De-Mountable Connector ‘O’ ring groove for De-mountable connector Orbital Weld Orbital Weld Tube fits inside Sleeve Modified Electrical Break incorporates:- Sleeve Weld connection to manifold and return loop, De-mountable compression coupling for testing Only one braze process required Ceramic to Titanium to manufacture Electrical Break Rework due to failed weld ? same as butt weld but less likely to occur
Weld Failure Repair Failed Weld Cut at ‘O’ Ring Groove Repair Sleeve Orbital Weld Method to repair a faulty weld (Hopefully we won’t need to resort to this)
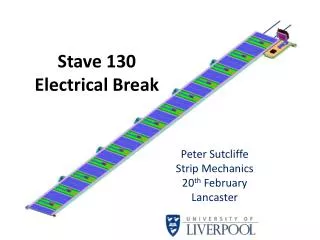
Return Loop Orbital Welding Welding of Ring and Manifold
STATEMENT FROM SHEFFIELD Sam Edwards, Richard French • As a welding/cooling loop production site we have concerns over the cutting and facing on tube in-situ for re-welding. No ideal solution is fully developed. • The % yield of butt-welds in this instance isn’t foreseen to be high as we would like • The advantage of the Sleeve Weld is that theoretically there is no cutting facing to be done in-situ • It also means that alignment isn’t as critical. With butt-welds tube/tube alignment is critical, any slight miss alignment and you will not get a successful weld • Having the sleeve joint means that alignment becomes less critical. • Possibility of having varying radii U-loops (PIXELS) to allow for any miss alignment. E.g. parts kit • Preliminary test using stainless steel pieces has proved successful although more testing is required to perfect technique, as well as discussion with Fred regarding wall thickness’s of sleeve joints. • IF the upcoming tests of the welding the U-loops are successful then we would want to move to this system for Pixels and Staves. • Metallurgical testing is needed and planned • Once design is mature, will move to large statistical trial to prove yield, e.g 100/200 tests. Proposed replacement for VCR Fittings on Cooling Loops
SUMMARY • Sleeve Welds / De-Mountable connectors • Sleeve Welds seem to offer a very reliable weld option with much easier assembly • No risky removal of VCR connectors after testing • Reduces the number of installation welds. • Reduces the Brazing processes and cost of Electrical Break • Sleeve joint with de-mountable test fitting tested to 100 bar • Pressure tests are ongoing at RAL • Cold test with CO2 needs to be carried out