Download
1 / 24
240 likes | 244 Views
Chemical Engineering Process Design OPERATING PROBLEMS: SOLUTION BY DESIGN Keith Marchildon David Mody. Objective To anticipate possible problems and to avoid them by good design. There will be enough problems that you don’t foresee.

E N D
Chemical Engineering Process Design OPERATING PROBLEMS: SOLUTION BY DESIGN Keith Marchildon David Mody
Objective To anticipate possible problems and to avoid them by good design. There will be enough problems that you don’t foresee. Dealing with problems that arise is called ‘trouble-shooting’. It is an important skill for anyone in the process industries. It is always better to design around potential problems rather than trouble-shoot them later. Ref: Chapter 5 of the Mody/Marchildon text.
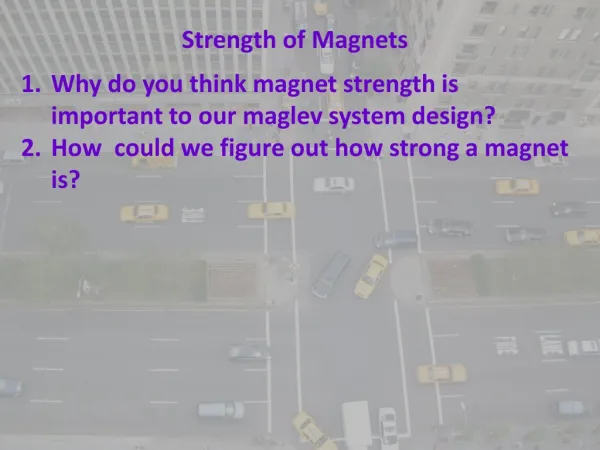
Non-condensable gases Non-condensable gases Vapour no problem problem Coolant Coolant Vapour Condensate Condensate Condensate cooler 1. Build-up of extraneous substances
A, C A, C A, B, C A, C B, C A, B, C C B, C Boiler Process
Some avoidance measures Investigate the whole chemistry of the process Include all recycle loops if a pilot is built, and run long enough to detect any long-term problems Provide purge points in the commercial system Be prepared to shut down and clean periodically
2. Corrosion Some avoidance measures Consult tables of material compatibility Pre-test the proposed materials under actual operating conditions i.e., at high pressure if needed Install test coupons in a pilot facility Avoid overly hot heat-transfer surfaces Ensure the quality of construction materials: e.g., no defects, no sharp edges or crevasses, no dissimilar metals (for instance instrumentation devices) Cover up outdoors insulation
Liquid pressure Vapour pressure 3. Erosion, Cavitation Examples: Wear of pipes and other equipment due to excessive stream velocities or impact (e.g., at bends) Pitting in valves and pumps because of vapour appearing, then collapsing
Some avoidance measures Design piping for velocities below recommended limits ( but still high enough to avoid settling out of solids) Ensure that the available Net Positive Suction Head (NPSHa) at the entrance to a pump is safely above the manufacturer-recommended required value (NPSHr) Do not install liquid-flow throttling valves or control valves in situations where the throat pressure will fall below the vapour pressure of the material. Take into account changes in elevation, which directly affect liquid pressure and boiling point
4. Flashing, Phase Separation Some examples: A liquid stream may split into a vapour-liquid mixture A liquid splits into two immiscible liquid phases Solid particles start to appear in a liquid or a coating starts to precipitate on solid surfaces A vapour starts to condense into a liquid (or a solid). This is a particular problem when it happens in or before a compressor, which is designed to handle gases but is damaged by the presence of liquid A solid starts to liquefy or to sublime
Some avoidance measures Understand the phase equilibrium and chemistry of the process materials Maintain conditions of pressure and temperature that prevent the undesired splits Avoid cold spots and hot spots If high pressure is involved, consult an academic with high-temperature viewing facility that allows observation of phase behaviour Consider tracing or jacketing with tempered water or hot oil or using electrical tracing
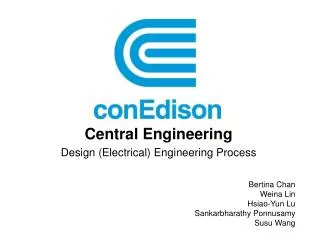
Freeboard O o o O o Hexpanded o o Hliquid O o o o o o 5. Excessive Foaming and Entrainment
Some avoidance measures As part of the process design a determination should be made of the propensity of the materials to foam and of the means of overcoming this effect. Organic compounds possessing polar groups are especially prone to foaming. An equation for liquid-pool expansion has already been given in Ch4_Theory_and_Experiment. A rule-of-thumb is to keep the superficial velocity less than 0.5 feet/second or less than 0.15 meters/second and to keep the f-factor less than 0.1 (lb/ft)0.5 per second or less than 0.12 (kg/m)0.5 per second. These criteria should be kept in mind when scaling up a process. For distillation columns the Souders-Brown criterion should also be consulted.
3 A 1 Flow B 2 4 B Flow A 6. Interaction between Units
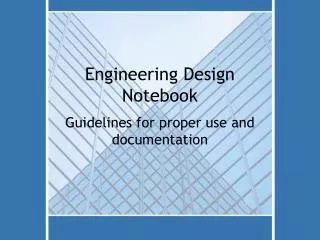
LEVEL vessel A vessel B SPEED P P P3 P2 P1 P2>P3>P1 Desire: P2>P3, P1>P3
Some avoidance measures Adequately-sized common lines Separate pumps when appropriate Careful analysis of pressure balances – often overlooked due to preoccupation with chemistry, mass transfer, heat transfer Provide buffer vessels to isolate units from one another Don’t over-control one unit at the expense of another (tail wagging the dog)
Baker Plot -flow patterns for horizontal pipes 7. Liquid Hammer and Vibrations Low Viscosity Baker Plot or dispersed
Wake-shedding locks in to the natural vibration frequency of a heat-exchanger tube Some avoidance measures Consult Baker’s chart of two-phase flow regimes: avoid the slug conditions Provide a low-point drain for vapour-line condensate Provide the heat-exchanger vendor with flow information to allow calculation of vibration
8. Restrictions in Piping Systems Examples Plant capacity increase is restricted by just-big-enough piping Pressure drop of fittings and valves was under-estimated Pipe got rougher because of erosion, corrosion or precipitation, causing friction factor to rise A gravity flow is impeded by vapour entrainment A gas flow, calculated as incompressible, is really at Mach number greater than 0.3 Onset of vaporization makes a liquid flow two-phase
Some avoidance measures Err on the generous side in pipe sizing, unless settling is a problem; larger pipes also facilitate subsequent increase of plant capacity Allow for fittings, valves, roughening Consult criteria for gravity flow Always use the compressible-flow frictional pressure-drop formula, which reduces to the incompressible case if Mach number is low
For a straight pipe in isothermal flow at any level of compressibility: P12 – P22 = (4fL/D) [(G2 RT)/(gc M)] { 1 + [2/(4fL/D)] Ln(P1/P2) } For a straight pipe in isothermal incompressible flow: P1 – P2 = (4fL/D) [G2 / (2 gc)] where G is mass velocity in kg/s , M is molecular mass, f is fanning friction factor, L is length, D is diameter, R is the gas constant, T is temperature, gcis a conversion factor(1 for SI units), is fluid density, P is pressure
9. Scaling and Fouling Examples A heat transfer surface gradually becomes less effective because of scaling or fouling A pipe experiences increasing pressure drop because of decreased diameter and increasing roughness
Some avoidance measures Provide adequate heat-transfer area to minimize the need for high surface temperature Provide for easy periodic clean-out of heat-exchanger tubes and of pipe runs Consult references CEP (2001 May) p.74-77; Hyd.Proc (1999 June) p.113-117; Hyd. Proc. (1999 Jan.) p.93-95; Chem.Eng. (2002 dec.) p.46-49; CEP (2001 Nov.) p.30-37; Hyd.Proc. (2004 July) p.77-82
10. Static Build-up Electrostatic charge can develop whenever work is done on a liquid or solid. For a liquid the work may consist of forcing it through a pipe or a filter, agitating it, spraying it, letting it fall or settle. For solid pellets or powders the work may consist of pneumatically transferring them through a pipe, blending them, grinding them, classifying them. Most of the hazard is eliminated by connecting vessels and piping to ground and by conductively bonding various parts of the system to one another.
Some avoidance measures Ensure that filling systems operate at low velocity (< 3 ft/sec) if there is free fall of the fluid Avoid mist-generating situations Provide appropriate grounding and bonding. For procedures where bonding is provided only periodically, allow time for the charge to ‘relax’ For particles or powders that have been in motion, provide a charge-dissipation step before loading into non-metallic containers. Refer to API Recommended Practice 2003, “protection against ignitions arising out of static, lightning, and stray currents”