Download
1 / 14
140 likes | 288 Views
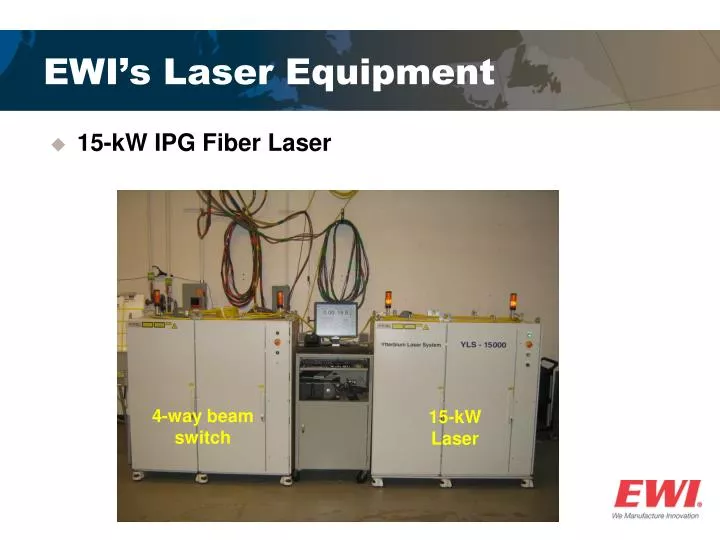
4-way beam switch. 15-kW Laser. EWI’s Laser Equipment. 15-kW IPG Fiber Laser. Laser Optics for Broad Coverage. Off-the-shelf integrated focusing optic Integrator lens with 6- × 8-mm rectangular spot. Beam shape on thermoplastic burn block. Integrator Lens. Beam shape on burn paper.

E N D
4-way beam switch 15-kW Laser EWI’s Laser Equipment • 15-kW IPG Fiber Laser
Laser Optics for Broad Coverage • Off-the-shelf integrated focusing optic • Integrator lens with 6- × 8-mm rectangular spot Beam shape on thermoplastic burn block Integrator Lens Beam shape on burn paper
Broad Process Setup • Powder delivery system • Fiber optic delivery • Laser head • Integrator lens • Custom power nozzle • Powder delivery line
Samples Stainless to Steel Inconel (2 pass) Stellite to Steel
Dilution • Dilution typically less than 5% L2 L1 A1 A2 A3 ~2.6% Dilution 6 mm
10-kW Fiber Laser • 316L on 4130 • 9- × 12-mm rectangular spot • 8 kW • ~1 mm build-up (single pass)
Submerged Arc Strip Cladding SASC • Typically 750 A, up to 40 lb/hr Typical dilution of 10-20%
Electroslag Strip Cladding • ESC - Typically 1400 A, up to 60 lb/hr, dilution 5-15%
Additive Manufacturing (AM) – An Extension of Cladding • From single beads stacked upon each other (bottom) • To large features at high deposition rates (top) • Mitigated by balance of net-shape, metallurgical requirements, mechanical properties (tensile, fatigue, etc.)
AM – Progressive Layers • Additive manufacturing - build in layers, stress relieve/PWHT, machine, as/if necessary
Increased Deposition Rate Decreased Resolution Deposition Rate vs Resolution Courtesy Boeing
Summary • Surface engineering is a broad field ranging from ion implantation to explosive cladding in terms of the mass of material deposited in unit time. • Practical methods for powder and strip cladding areas large and small, across a range of industries, include fusion-based processes such as GTA, PTA, GMA, laser, SASC, and ESSC depending on the area to be clad, deposit thickness, and chemistry required. Others include thermal spray, e.g., HVOF. • Many processes require two layers to achieve the desired surface chemistry and corrosion resistance; others require only one layer.
Questions? Ian D. Harris Technology Leader, Arc Welding Email: iharris@ewi.org Phone: 614.688.5131