Download
1 / 1
10 likes | 215 Views
A(real). B(real). A(imag). B(imag). x. QFL. QDL. 1 st Foil. ISEP1,2. (125.56mm, -4.6mrad). (94.34mm, 0mrad). PB1,2. PB3,4. s. SB1. SB2. SB3. SB4. 100π. 100π. 100π. 100π. 500μsec. 500μsec. J-PARC 3GeV RCS におけるペインティング入射の研究.

E N D
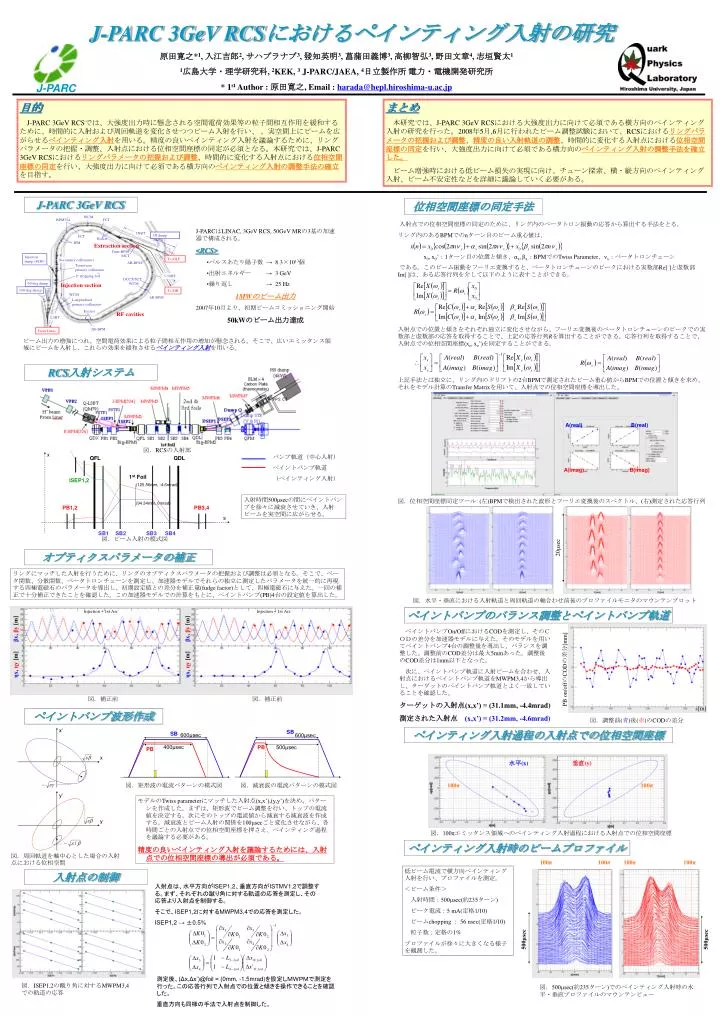
A(real) B(real) A(imag) B(imag) x QFL QDL 1st Foil ISEP1,2 (125.56mm, -4.6mrad) (94.34mm, 0mrad) PB1,2 PB3,4 s SB1 SB2 SB3 SB4 100π 100π 100π 100π 500μsec 500μsec J-PARC 3GeV RCSにおけるペインティング入射の研究 原田寛之*1, 入江吉郎2, サハプラナブ3, 發知英明3, 菖蒲田義博3, 高柳智弘3, 野田文章4, 志垣賢太1 1広島大学・理学研究科, 2KEK, 3 J-PARC/JAEA, 4日立製作所 電力・電機開発研究所 * 1st Author : 原田寛之, Email : harada@hepl.hiroshima-u.ac.jp J-PARC 目的 J-PARC 3GeV RCSでは、大強度出力時に懸念される空間電荷効果等の粒子間相互作用を緩和するために、時間的に入射および周回軌道を変化させつつビーム入射を行い、 、実空間上にビームを広がらせるペインティング入射を用いる。精度の良いペインティング入射を議論するために、リングパラメータの把握・調整、入射点における位相空間座標の同定が必須となる。本研究では、J-PARC 3GeV RCSにおけるリングパラメータの把握および調整、時間的に変化する入射点における位相空間座標の同定を行い、大強度出力に向けて必須である横方向のペインティング入射の調整手法の確立を目指す。 まとめ 本研究では、J-PARC 3GeV RCSにおける大強度出力に向けて必須である横方向のペインティング入射の研究を行った。2008年5月,6月に行われたビーム調整試験において、RCSにおけるリングパラメータの把握および調整、精度の良い入射軌道の調整、時間的に変化する入射点における位相空間座標の同定を行い、大強度出力に向けて必須である横方向のペインティング入射の調整手法を確立した。 ビーム増強時における低ビーム損失の実現に向け、チューン探索、横・縦方向のペインティング入射、ビーム不安定性などを詳細に議論していく必要がある。 J-PARC 3GeV RCS 位相空間座標の同定手法 入射点での位相空間座標の同定のために、リング内のベータトロン振動の応答から算出する手法をとる。 リング内のあるBPMでのnターン目のビーム重心値は、 • J-PARCはLINAC, 3GeV RCS, 50GeV MRの3基の加速器で構成される。 • <RCS> • パルスあたり陽子数 → 8.3×1013個 • 出射エネルギー → 3 GeV • 繰り返し → 25 Hz • 1MWのビーム出力 • 2007年10月より、初期ビームコミッショニング開始 • 50kWのビーム出力達成 x0, x0’:1ターン目の位置と傾き、αx, βx:BPMでのTwiss Parameter、νx:ベータトロンチューン である。このビーム振動をフーリエ変換すると、ベータトロンチューンのピークにおける実数部Re[ ]と虚数部Im[ ]は、ある応答行列を介して以下のように表すことができる。 入射点での位置と傾きをそれぞれ独立に変化させながら、フーリエ変換後のベータトロンチューンのピークでの実数部と虚数部の応答を取得することで、上記の応答行列Rを算出することができる。応答行列を取得することで、入射点での位相空間座標(xe, xe’)を同定することができる。 ビーム出力の増強につれ、空間電荷効果による粒子間相互作用の増加が懸念される。そこで、広いエミッタンス領域にビームを入射し、これらの効果を緩和させるペインティング入射を用いる。 RCS入射システム 上記手法とは独立に、リング内のドリフトの2台BPMで測定されたビーム重心値からBPMでの位置と傾きを求め、それをモデル計算のTransfer Matrixを用いて、入射点での位相空間座標を導出した。 図.RCSの入射部 バンプ軌道(中心入射) ペイントバンプ軌道 (ペインティング入射) 入射時間500μsecの間にペイントバンプを徐々に減衰させていき、入射ビームを実空間に広がらせる。 図.位相空間座標同定ツール: (左)BPMで検出された波形とフーリエ変換後のスペクトル、(右)測定された応答行列 図.ビーム入射の模式図 20μsec オプティクスパラメータの補正 リングにマッチした入射を行うために、リングのオプティクスパラメータの把握および調整は必須となる。そこで、ベータ関数、分散関数、ベータトロンチューンを測定し、加速器モデルでそれらの独立に測定したパラメータを統一的に再現する四極電磁石のパラメータを導出し、初期設定値との差分を補正量(fudge factor)として、四極電磁石に与えた。一回の補正で十分補正できたことを確認した。この加速器モデルでの計算をもとに、ペイントバンプ(PB)4台の設定値を算出した。 図.水平・垂直における入射軌道と周回軌道の軸合わせ前後のプロファイルモニタのマウンテンプロット ペイントバンプのバランス調整とペイントバンプ軌道 Injection + 1st Arc Injection + 1st Arc βx, βy [m] βx, βy [m] ペイントバンプOn/OffにおけるCODを測定し、そのCODの差分を加速器モデルに与えた。そのモデルを用いてペイントバンプ4台の調整量を導出し、バランスを調整した。調整前のCOD差分は最大5mmあった。調整後のCOD差分は1mm以下となった。 次に、ペイントバンプ軌道に入射ビームを合わせ、入射点におけるペイントバンプ軌道をMWPM3,4から導出し、ターゲットのペイントバンプ軌道とよく一致していることを確認した。 ターゲットの入射点(x,x’) = (31.1mm, -4.4mrad) 測定された入射点 (x,x’) = (31.2mm, -4.6mrad) ηx, ηy [m] ηx, ηy [m] PB on/offのCODの差分[mm] 図.補正前 図.補正前 s[m] ペイントバンプ波形作成 図.調整前(青)後(赤)のCODの差分 x‘ ペインティング入射過程の入射点での位相空間座標 SB SB 600μsec 600μsec 400μsec PB 500μsec PB x 水平(x) 垂直(y) 100π 100π 図.矩形波の電流パターンの模式図 図.減衰波の電流パターンの模式図 y‘ モデルのTwiss parameterにマッチした入射点(x,x’),(y,y’)を決め、パターンを作成した。まずは、矩形波でビーム調整を行い、トップの電流値を決定する。次にそのトップの電流値から減衰する減衰波を作成する。減衰波とビーム入射の関係を100μsecごと変化させながら、各時間ごとの入射点での位相空間座標を押さえ、ペインティング過程を議論する必要がある。 精度の良いペインティング入射を議論するためには、入射点での位相空間座標の導出が必須である。 y 図.100πエミッタンス領域へのペインティング入射過程における入射点での位相空間座標 ペインティング入射時のビームプロファイル 図.周回軌道を軸中心とした場合の入射点における位相空間 低ビーム電流で横方向ペインティング入射を行い、プロファイルを測定。 <ビーム条件> 入射時間:500μsec(約235ターン) ピーク電流:5 mA(定格1/10) ビームchopping : 56 nsec(定格1/10) 粒子数:定格の1% プロファイルが徐々に大きくなる様子を観測した。 入射点の制御 入射点は、水平方向がISEP1,2、垂直方向がISTMV1,2で調整する。まず、それぞれの蹴り角に対する軌道の応答を測定し、その応答より入射点を制御する。 そこで、ISEP1,2に対するMWPM3,4での応答を測定した。 ISEP1,2 → ±0.5% 測定後、(Δx,Δx’)@foil = (0mm, -1.5mrad)を設定しMWPMで測定を行った。この応答行列で入射点での位置と傾きを操作できることを確認した。 垂直方向も同様の手法で入射点を制御した。 図.ISEP1,2の蹴り角に対するMWPM3,4での軌道の応答 図.500μsec(約235ターン)でのペインティング入射時の水平・垂直プロファイルのマウンテンビュー