Download
1 / 1
10 likes | 36 Views
<p>There are many ways to drill a hole in something. But the most common is drilling. Manufacturers offer many types, shapes, materials, sizes of tools. Drilling usually is done with a powered drill which cuts the material by drill bit rotation. You can drill soft materials with most any drill bit, but hard materials require specially designed tools. Forstener bits, big diameter core bits and other should be used with a drill press. Others are good enough to use with hand or even hand-powered drills. </p><br><p>Any master working with a sheet metal, boxes or thin mild metal has a Step drill bit (Unibit). They work at a faster speed to make relatively clean holes. Step drills come with just one single drill bit with progressively sized grooves and ridges. With the tool you need one tool for a variety of jobs instead of many twist drills with various diameters. The one thing that you should avoid using step drill bits on is wood because they are known to split the wood. </p><br><p>You need longer bit to cut deeper hole, but they may wander or may have an inaccurate location due to their flexibility. Usually bits are available in a standard lengths: short length, most common Jobber-length, and long bits. Flutes are two or more spiral grooves that run the length of the drill body. They need to curl the chip for easier removal, remove them from the cutting edge, help the lubricant flow down to the cutting edge. </p><br><p>Drill bit coatings are intended to lessen friction, wear, and prevent rust. ZiN - Zirconium nitride film adds the strength, decreases friction and improve heat removal. Titanium coating is strong, adds corrosion resistance. Titanium also is heat-resistant and has an excellent fatigue limit. </p><br><p>The general purpose drill points are usually 118°. They work well for cutting into copper, aluminum, and mild steel, whereas the 135° drill point is good for stainless steel, hardened steel and another tough materials. A 135° drill is flatter than 118°, which means that more of its cutting lips engage with the material surface sooner to begin the full metal cutting action. </p><br>

E N D
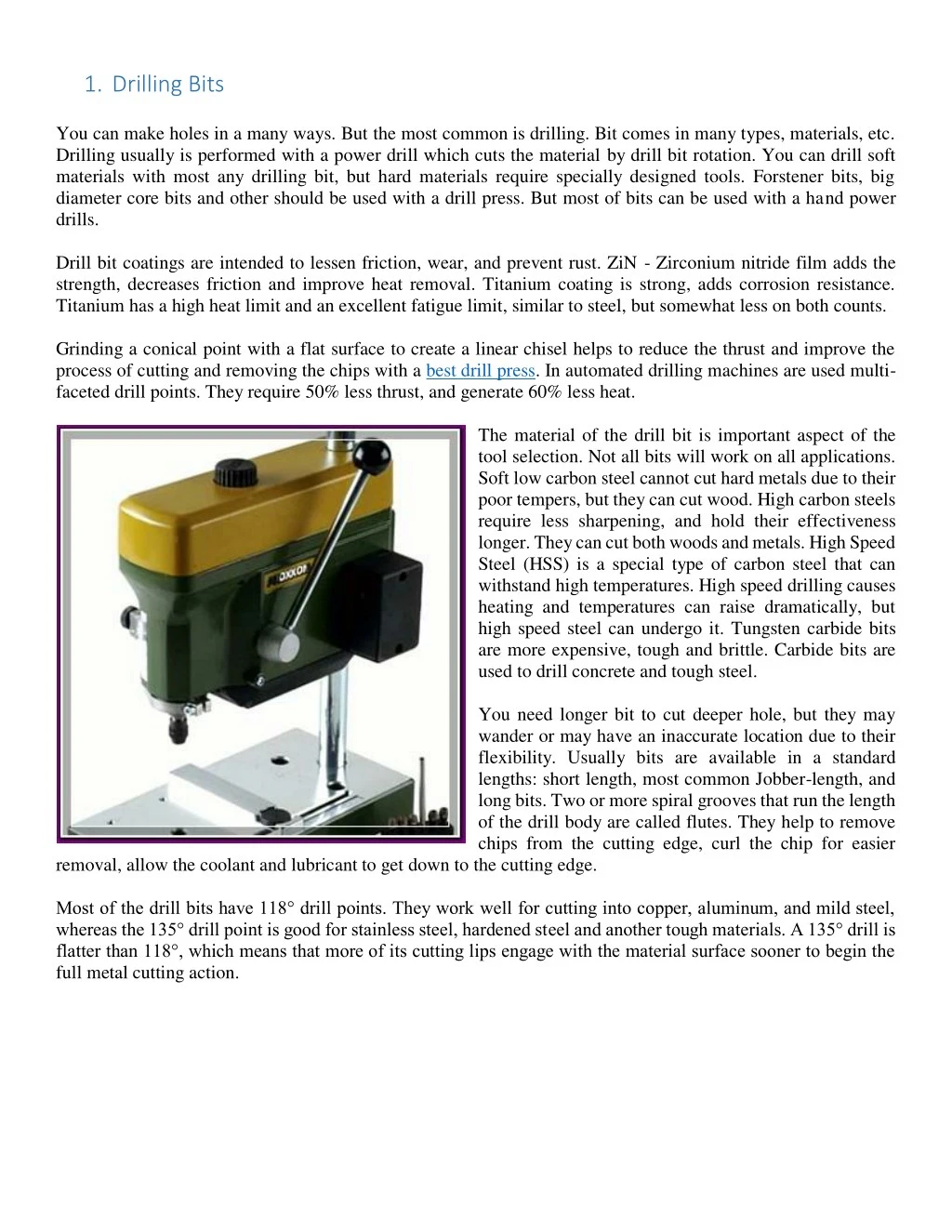
1.Drilling Bits You can make holes in a many ways. But the most common is drilling. Bit comes in many types, materials, etc. Drilling usually is performed with a power drill which cuts the material by drill bit rotation. You can drill soft materials with most any drilling bit, but hard materials require specially designed tools. Forstener bits, big diameter core bits and other should be used with a drill press. But most of bits can be used with a hand power drills. Drill bit coatings are intended to lessen friction, wear, and prevent rust. ZiN - Zirconium nitride film adds the strength, decreases friction and improve heat removal. Titanium coating is strong, adds corrosion resistance. Titanium has a high heat limit and an excellent fatigue limit, similar to steel, but somewhat less on both counts. Grinding a conical point with a flat surface to create a linear chisel helps to reduce the thrust and improve the process of cutting and removing the chips with a best drill press. In automated drilling machines are used multi- faceted drill points. They require 50% less thrust, and generate 60% less heat. The material of the drill bit is important aspect of the tool selection. Not all bits will work on all applications. Soft low carbon steel cannot cut hard metals due to their poor tempers, but they can cut wood. High carbon steels require less sharpening, and hold their effectiveness longer. They can cut both woods and metals. High Speed Steel (HSS) is a special type of carbon steel that can withstand high temperatures. High speed drilling causes heating and temperatures can raise dramatically, but high speed steel can undergo it. Tungsten carbide bits are more expensive, tough and brittle. Carbide bits are used to drill concrete and tough steel. You need longer bit to cut deeper hole, but they may wander or may have an inaccurate location due to their flexibility. Usually bits are available in a standard lengths: short length, most common Jobber-length, and long bits. Two or more spiral grooves that run the length of the drill body are called flutes. They help to remove chips from the cutting edge, curl the chip for easier removal, allow the coolant and lubricant to get down to the cutting edge. Most of the drill bits have 118° drill points. They work well for cutting into copper, aluminum, and mild steel, whereas the 135° drill point is good for stainless steel, hardened steel and another tough materials. A 135° drill is flatter than 118°, which means that more of its cutting lips engage with the material surface sooner to begin the full metal cutting action.