Download
1 / 2
0 likes | 12 Views
onveyor belts are essential for efficient material transport in various industries. They automate the movement of goods, enhancing productivity and safety while reducing labor costs. Available in various types, including flat, inclined, and modular, they suit diverse applications

E N D
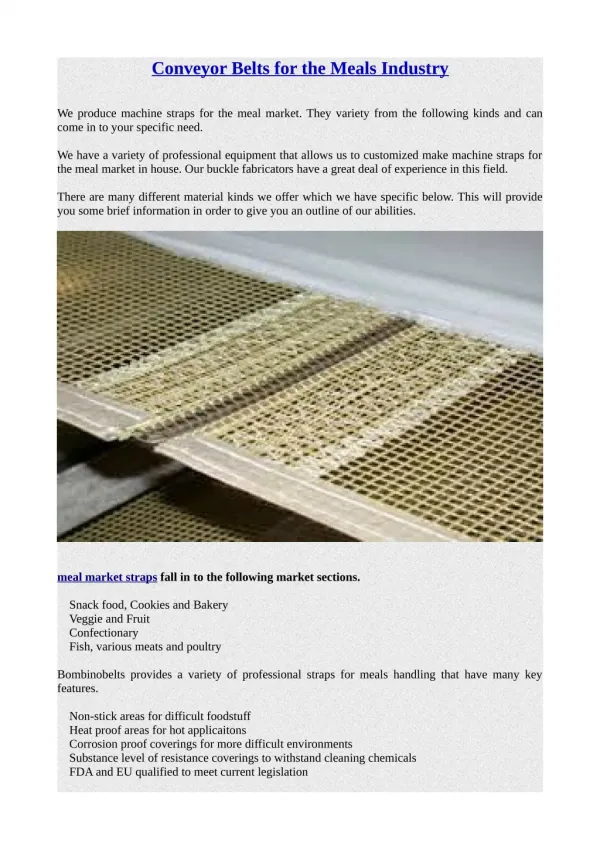
The Essential Guide to Conveyor Belts: Types, Benefits, and Applications Conveyor belts are a critical component in modern industrial operations, playing a pivotal role in the efficient transportation of materials across various sectors. From manufacturing to logistics, these systems are designed to streamline processes, enhance productivity, and reduce labor costs. In this guide, we’ll explore the different types of conveyor belts, their benefits, and key applications to help you understand why they’re indispensable in today’s industrial landscape. Understanding Conveyor Belts A conveyor belt is a continuous loop of material that moves goods from one point to another. Typically constructed from durable materials such as rubber, fabric, or metal, conveyor belts are engineered to handle a range of materials, from light packages to heavy industrial products. They can be configured in various ways, including flat, inclined, and spiral, to meet specific operational needs. Types of Conveyor Belts 1.Flat Belt Conveyors: These are the most common type, characterized by a flat and smooth surface that transports goods horizontally. They are ideal for moving light to medium-weight items and are widely used in packaging, assembly, and inspection applications. 2.Inclined Belt Conveyors: Designed to transport materials between different heights, inclined conveyors use an angled belt to move items up or down. These are essential for vertical transportation in industries like mining and food processing. 3.Cleated Belt Conveyors: Equipped with vertical cleats or barriers, these belts are ideal for transporting materials at steep inclines. The cleats prevent items from sliding back, making them suitable for handling bulk materials and loose products. 4.Modular Belt Conveyors: Comprising interlocking plastic segments, modular belts offer flexibility and easy maintenance. They are commonly used in food processing and manufacturing, where hygiene and customization are critical. 5.Roller Conveyors: Featuring a series of rollers, this type allows items to roll along the conveyor, making it ideal for handling heavy and bulky items. Roller conveyors are often used in logistics and distribution centers. Benefits of Conveyor Belts 1.Increased Efficiency: Conveyor belts automate the movement of goods, reducing the need for manual handling and minimizing the time required to transport materials. This automation increases overall efficiency and productivity in industrial operations. 2.Enhanced Safety: By reducing manual labor and minimizing the risk of injury associated with lifting and carrying heavy items, conveyor belts contribute to a safer work environment. Additionally, modern conveyor systems are equipped with safety features to prevent accidents. 3.Cost Savings: Conveyor belts can significantly reduce labor costs by automating material handling processes. They also lower the risk of product damage and waste, further contributing to cost savings. 4.Versatility: Conveyor systems can be customized to meet specific operational needs, including various belt types, sizes, and configurations. This versatility makes them suitable for a wide range of industries, from food and beverage to automotive and pharmaceuticals.
5.Scalability: Conveyor systems can be easily scaled to accommodate growing production demands. Adding additional belts or modifying existing ones allows businesses to adapt to changes in volume and product types. Applications of Conveyor Belts 1.Manufacturing: Conveyor belts are essential in manufacturing for transporting raw materials, components, and finished products through different stages of production. They help streamline assembly lines and improve overall production efficiency. 2.Logistics and Distribution: In warehouses and distribution centers, conveyor belts facilitate the movement of packages and goods from storage to shipping areas. They help manage large volumes of products and speed up order fulfillment processes. 3.Mining and Bulk Handling: Conveyor belts are used to transport bulk materials like coal, ore, and gravel from mining sites to processing plants. Their ability to handle heavy loads and rough materials makes them ideal for these applications. 4.Food Processing: In the food industry, conveyor belts are used to move ingredients, packaged products, and waste through various stages of processing, packaging, and quality control. Hygienic designs and easy-to-clean materials are critical in this sector. 5.Agriculture: Conveyor belts are employed in agriculture for tasks such as sorting, grading, and transporting produce. They help improve efficiency and reduce manual labor in tasks like harvesting and processing crops. Conclusion Conveyor belts are a cornerstone of modern industrial operations, offering a range of benefits that enhance efficiency, safety, and cost-effectiveness. Understanding the different types and applications of conveyor belts can help businesses choose the right system for their needs, ultimately contributing to smoother and more productive operations. Whether you’re involved in manufacturing, logistics, mining, or food processing, investing in a well-designed conveyor system can make a significant difference in your operational success.