Download

1 / 9
90 likes | 108 Views
https://svrglobal.net/products/balanced-bellow-seal-safety-valve/<br>

E N D
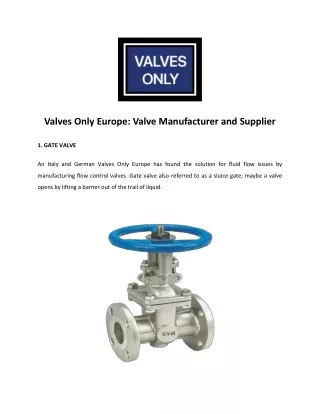
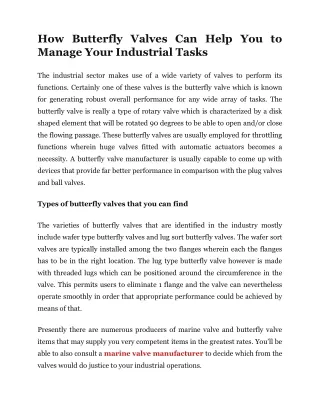
Bellow Seal Safety Valve manufacturer in USA SVR Global is the best and most reputed Bellow Seal Safety Valve manufacturer in USA. We provide the best quality valves based on our client’s requirements. A bellow seal safety valve is used to protect movable parts and springs because of the effect of fluid. This valve is intended to prevent fluid from entering the bonnet region of the valve and also entering the environment. This type of valve is used in pipelines with zero leakage. The main benefit of the bellow seal safety valve is, that it prevents loss of fluid resulting in the security of the instrument being improved in which it is working. This valve has a long operational life and requires less maintenance. The optimum over pressure protection mechanism for pressure apparatus, pressure vessels, and pipelines carrying steam or other potentially hazardous materials is a bellows style safety valve. The bellows safety valve will automatically open to fully discharge when the medium pressure rises above the permitted pressure, preventing the medium pressure from continuously rising. The relief valve will promptly close when the medium pressure drops to the predetermined pressure, ensuring that the pipeline or equipment operates safely. The bonnet of a fully sealed safety valve is sealed, preventing dust or other foreign objects from entering and hazardous or combustible materials from leaking out of the bonnet. Since the bonnet of an open type safety valve is open, it is useful for lowering bonnet temperatures and is typically used on steam pipelines and vessels. The circumstances of mediums with temperatures between 300°C and 570°C are where the bellows safety valve with the radiator is most commonly used. Applications of Bellows Seal Safety Valve: ·Aircraft hydraulic systems ·Air pumps ·Fuel pumps ·Heating boilers Bellow Seal SafetyValve is used in industries like:
•Chemical •Energy •Gas •Oil •Petrochemical Advantages of Bellow Seal SafetyValve: ·It is self-actuated ·It acts fast ·It prevents backflow ·Reduce sudden valve failure ·It can endure high and low pressure ·It does not require power to operate Definition of a Safety Valve: The Safety Valve sometimes referred to as the Pressure Relief Valve is built to automatically open to release excess pressure and close once pressure levels have stabilized. When the pressure setting is reached, a safety valve opens quickly and remains open until the pressure drops below the actuating pressure set-point. Through the release of unintentionally overpressurized fluid systems, the damage is avoided. A safety valve acts as a backup valve. A safety valve is utilized as an integral part of a system, such as a pressure vessel, boiler, or other arrangements. The safety valves efficiently lower the pressure or temperature if they exceed their determining limitations by removing the substances from the system. Safety valves are rapidly and completely opened to prevent accidents. Following the release of the excess pressure, it closes to stop further fluid loss. A safety valve's main objective is to protect people, property, and the ecosystem. The maximum permitted overpressure is determined by the standards adhered to and the specific application. They can be categorized as having a quick opening or speed proportional to the opening pressure. Working principle of a Safety Valve:
The spindle is lifted when the inlet pressure is operating. The downward pull of the spring opposes this lifting force. The valve opens if the inlet pressure is raised to the point where the combined upward force is greater than the spring force. Applications of Safety Valves: Safety Valves used for industrial as well as commercial applications for the air, steam, liquid and gases mainly in the following locations: •Aircraft Hydraulic Systems •Boiler Drums •Fuel Pump •Heating Boilers •LNG & LPG •Pressure Reducing Stations •Pressure Vessels •Reheater Inlet (CRH) •Reheater Outlet (HRH) •Superheater Advantages of a Safety Valve: •Can handle high and low pressures •Does not require power to work •Quick acting •Self-actuated •Prevents backflow •Reduces the chances of unexpected valve failure Description: SVR Global is the best and most reputed Bellow Seal Safety Valve manufacturer in USA. Available materials: Cast Iron and Steel (A216 WCB, WCC, LCB, LCC, WC6, WC9), Ductile Iron, Stainless Steel [SS316, SS304, SS316L, SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91], WCB, WC6, SS304, SS316, Duplex Steel. Class: 150 to 2500; PN25 to PN450 Ends: Flanged, Buttweld, Socket weld, Threaded Size:1/2” to 64” Visit for more details: https://svrglobal.net/products/balanced-bellow- seal-safety-valve/
Thermal Safety Valve manufacturer in USA SVR Global is a leading Thermal Safety Valve manufacturer in USA. SVR Global has a variety of products to meet the need of the industry. The thermal safety valve is used when the thermal expansion of a liquid causes excessive pressure in the system. Fluid expands slightly when it is heated but not as much as gas. The fluid does not change rapidly in huge amounts even if the temperature rises rapidly. The thermal safety valve protects the equipment against thermal expansion-induced overpressure. They can control the fluid flow and are used to detect heat levels. If the inlets of the system are clogged then this type of valve won’t function there. The main use of the thermal safety valve is to control or reduce pressure either manually or automatically. A thermal safety valve protects equipment from overpressure caused by thermal expansion. They are used to sense heat levels and control the flow of fluids. It's very crucial to make sure the inlets aren't clogged, because this type of valve won't work if they are. The main purpose of a thermal safety valve is to remove excessive pressure manually or automatically. When compared to other valves, they require less maintenance. Working of Thermal Safety Valve: When the thermal expansion of liquids generates excessive pressure then the thermal safety valves are utilized there. The main work of the thermal safety valve is to prevent overheating and maintain a vacuum but the pressure of the liquid does not change by a substantial amount and not very quickly. It softens the overpressure in the system that has been expanded thermally due to the temperature rise, especially when the system is blocked. As the temperature rises whatever the liquid is stored in the sensor changes to gases. The thermal safety valve relieves overpressure in a system that has been heated or expanded thermally due to a temperature rise or continuous heat when the system is blocked. The medium that is stored within the sensor changes state from liquid to gas as the temperature increases. The resulting volume increase causes the extendable bellows within the valve to raise the lever up, creating a mechanical motion.
By having an engineering-based team we can understand the technical needs of our clients in a better way. We believe in continuous improvements in our products to keep ourselves competitive in the market. Our motive is to supply valves which are without defects to our customers. Applications of a Thermal Safety Valve: •Heating boilers •Pressurized vessels •LNG & LPG Thermal Safety Valve is used in industries like: •Chemical industry •Energy industry •Gas industry •Oil industry •Petrochemical industry Types of Thermal Safety Valve: · Low lift Thermal Safety Valve · Full lift Thermal Safety Valve Advantages of Thermal Safety Valve: · It provides extreme durability and reliability · Guard the boiler against excessive high pressure What is a Safety Valve? The Safety Valve sometimes referred to as the Pressure Relief Valve is built to automatically open to release excess pressure and close once pressure levels have stabilized. When the pressure setting is reached, a safety valve opens quickly and remains open until the pressure drops below the actuating pressure set-point. Through the release of unintentionally overpressurized fluid systems, the damage is avoided. A safety valve acts as a backup valve. A safety valve is utilized as an integral part of a system, such as a pressure vessel, boiler, or other arrangements. The safety valves efficiently lower the pressure or temperature if they exceed their determining limitations by removing the substances from the system. Safety
valves are rapidly and completely open to prevent accidents. Following the release of the excess pressure, it closes to stop further fluid loss. A safety valve's main objective is to protect people, property, and the ecosystem. The maximum permitted overpressure is determined by the standards adhered to and the specific application. They can be categorized as having a quick opening or speed proportional to the opening pressure. How does a Safety Valve work? The spindle is lifted when the inlet pressure is operating. The downward pull of the spring opposes this lifting force. The valve opens if the inlet pressure is raised to the point where the combined upward force is greater than the spring force. Applications of Safety Valves: Safety Valves used for industrial as well as commercial applications for the air, steam, liquid, and gases mainly in the following locations: •Boiler drums •Pressure Reducing Stations •Pressure vessels •Reheater inlet (CRH) •Reheater outlet (HRH) •Soot blower steam line •Superheater Advantages of a Safety Valve: •Can handle high and low pressures •Does not require power to work •Quick acting •Self-actuated •Prevents backflow •Reduces the chances of unexpected valve failure Description: Body Material: Cast iron, Cast steel, Carbon steel (WCB, WCC, LCB, LCC, WC6, WC9), Stainless steel(SS316, SS304, CF8) Class: 150 to 2500; PN10 to PN450 Ends: Buttweld, Flanged, Socketweld, Threaded
Size:½” to 40” Visit: https://svrglobal.net/products/thermal-safety-valve/ Conventional Safety Valve manufacturer in USA SVR Global is a well-known and reputed Conventional Safety Valve manufacturer in USA providing high-quality and reliable conventional safety valves. We are a global exporter of dependable valve products. Whenever the thermal expansion generates excess pressure in the structure then the conventional safety valve is utilized. After heating, a liquid expands more than gas. The primary goal of the Conventional Safety Valve is to prevent overheating and maintain the pressure vacuum despite that the pressure of the liquid does not change by a substantial amount and is not very fast. Why is a safety valve necessary? The system is shielded from excessive pressure by a safety valve. When pressure exceeds the maximum permitted pressure, overpressure develops. A safety valve's fast opening is particularly useful for averting malfunctions, fire risks, or explosions. Customary Safety The safety of several pressure devices, including boilers and tanks, is ensured by valves. Automatically, it begins releasing the fluid as the fluid pressure rises. When the pressure drops, it automatically closes. Applications of Conventional Safety Valve: •Air pumps •Aircraft hydraulic system •Fuel pump •Heating boilers Conventional Safety Valve is used in industries like: •Chemical •Energy •Gas
•Oil •Petrochemical Advantages of Conventional Safety Valve: ·It prevents backflow ·It is self-actuated ·Able to endure high and low pressure ·It acts fast ·Reduces sudden valve failure ·It does not require power to operate Definition of a Safety Valve: The Safety Valve sometimes referred to as the Pressure Relief Valve is built to automatically open to release excess pressure and close once pressure levels have stabilized. When the pressure setting is reached, a safety valve opens quickly and remains open until the pressure drops below the actuating pressure set-point. Through the release of unintentionally overpressurized fluid systems, the damage is avoided. A safety valve acts as a backup valve. A safety valve is utilized as an integral part of a system, such as a pressure vessel, boiler, or other arrangements. The safety valves efficiently lower the pressure or temperature if they exceed their determining limitations by removing the substances from the system. Safety valves are rapidly and completely opened to prevent accidents. Following the release of the excess pressure, it closes to stop further fluid loss. A safety valve's main objective is to protect people, property, and the ecosystem. The maximum permitted overpressure is determined by the standards adhered to and the specific application. They can be categorized as having a quick opening or speed proportional to the opening pressure. Working principle of a Safety Valve: The spindle is lifted when the inlet pressure is operating. The downward pull of the spring opposes this lifting force. The valve opens if the inlet pressure is
raised to the point where the combined upward force is greater than the spring force. Applications of Safety Valves: Safety Valves used for industrial as well as commercial applications for the air, steam, liquid and gases mainly in the following locations: •Aircraft Hydraulic Systems •Boiler Drums •Fuel Pump •Heating Boilers •LNG & LPG •Pressure Reducing Stations •Pressure Vessels •Reheater Inlet (CRH) •Reheater Outlet (HRH) •Superheater Advantages of a Safety Valve: •Can handle high and low pressures •Does not require power to work •Quick acting •Self-actuated •Prevents backflow •Reduces the chances of unexpected valve failure Description: SVR Global is a well-known and reputed Conventional Safety Valve manufacturer in USA. Body Material: Cast Iron and Steel Safety Valve (A216 WCB, WCC, LCB, LCC, WC6, WC9), Ductile Iron, Stainless Steel [SS316, SS304, SS316L, SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91], WCB, WC6, SS304, SS316, Duplex Steel Safety Valve. Class: 150 to 2500; PN10 to PN450 Ends: Buttweld, Socketweld, Flanged, Threaded Size: DN15 to DN600 Visit the website: https://svrglobal.net/products/conventional-safety- valve/