Download
1 / 3
0 likes | 6 Views
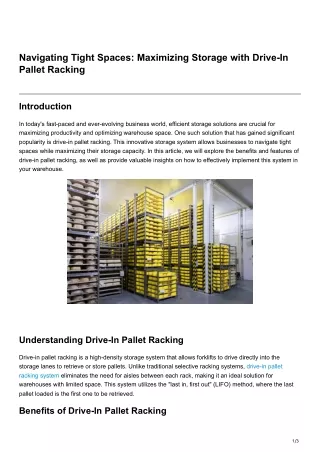
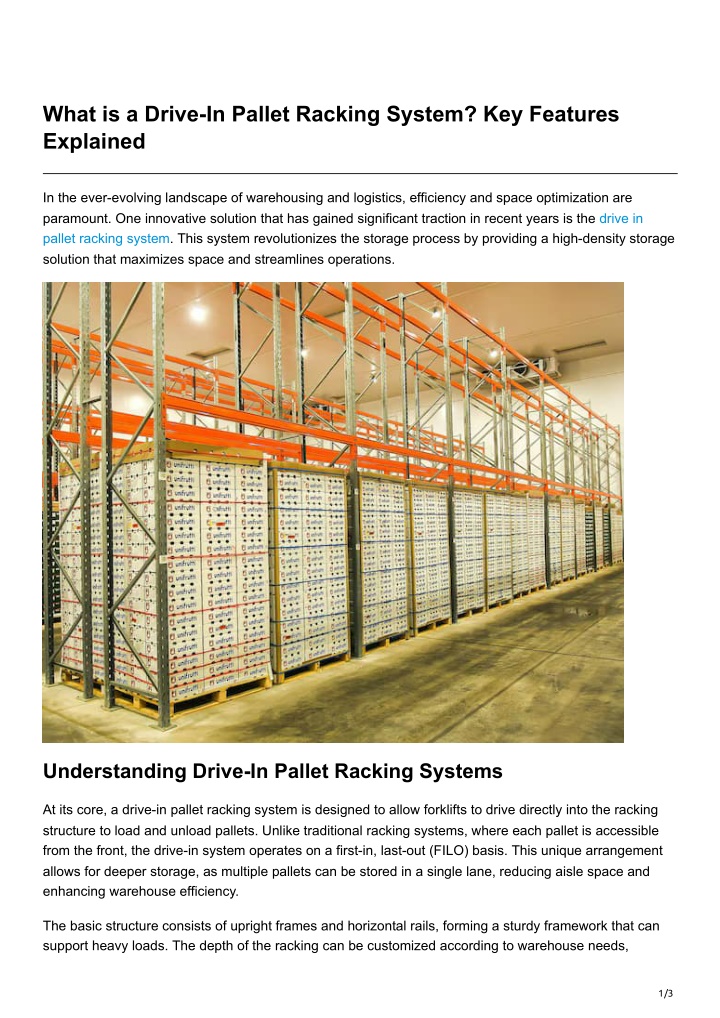
At its core, a drive-in pallet racking system is designed to allow forklifts to drive directly into the racking<br>structure to load and unload pallets.

E N D
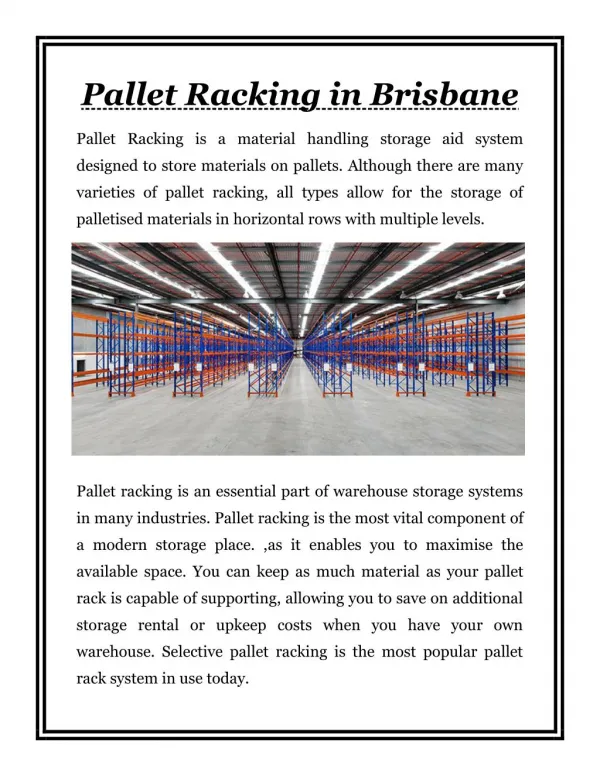
What is a Drive-In Pallet Racking System? Key Features Explained In the ever-evolving landscape of warehousing and logistics, efficiency and space optimization are paramount. One innovative solution that has gained significant traction in recent years is the drive in pallet racking system. This system revolutionizes the storage process by providing a high-density storage solution that maximizes space and streamlines operations. Understanding Drive-In Pallet Racking Systems At its core, a drive-in pallet racking system is designed to allow forklifts to drive directly into the racking structure to load and unload pallets. Unlike traditional racking systems, where each pallet is accessible from the front, the drive-in system operates on a first-in, last-out (FILO) basis. This unique arrangement allows for deeper storage, as multiple pallets can be stored in a single lane, reducing aisle space and enhancing warehouse efficiency. The basic structure consists of upright frames and horizontal rails, forming a sturdy framework that can support heavy loads. The depth of the racking can be customized according to warehouse needs, 1/3
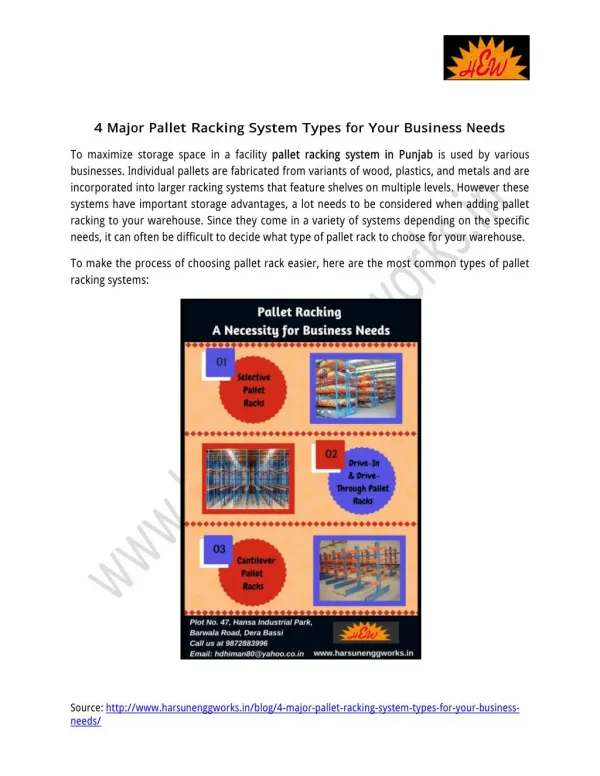
accommodating various pallet sizes and weights. This adaptability makes the drive-in system an excellent choice for businesses dealing with bulk inventory, such as food products, beverages, and other high-volume goods. Key Features of Drive-In Pallet Racking Systems One of the standout features of drive-in pallet racking systems is their ability to significantly increase storage capacity. By eliminating the need for multiple aisles, businesses can utilize the available floor space more effectively. This high-density storage capability is particularly beneficial for companies that deal in large quantities of similar products, allowing them to maintain an organized inventory without sacrificing accessibility. Another notable feature is the ease of access to stored goods. Forklifts can enter the racking lanes directly, making the loading and unloading process swift and efficient. This direct access reduces the time spent maneuvering around aisles, ultimately leading to faster turnaround times for inventory management. Moreover, since the pallets are stacked vertically, businesses can take advantage of vertical space, further enhancing storage capacity. Safety is also a critical consideration in warehouse operations, and drive-in pallet racking systems are designed with safety in mind. The racking structure is built to support heavy loads, ensuring stability and reducing the risk of collapse. Additionally, many systems include safety features such as guide rails to help direct forklifts and prevent accidents. Applications of Drive-In Pallet Racking Systems Drive-in pallet racking systems are versatile and can be adapted to various industries. They are particularly popular in the food and beverage sector, where products often need to be stored efficiently while maintaining accessibility. The ability to store a large number of similar products in a compact space makes this system ideal for perishable goods, allowing businesses to manage stock rotation effectively. Furthermore, the drive-in system can be beneficial for manufacturers and distributors who handle bulk items. By optimizing storage space and improving access to inventory, businesses can streamline their operations, reduce labor costs, and ultimately enhance productivity. This system is often employed in warehouses where rapid inventory turnover is essential, as it allows for quick and easy access to products. Implementing a Drive-In Pallet Racking System When considering the implementation of a drive-in pallet racking system, businesses must assess their specific needs and operational requirements. Factors such as warehouse layout, product types, and inventory turnover rates should be taken into account. Engaging with experts in warehouse design and logistics can help businesses make informed decisions about the configuration and installation of the system. It is also essential to ensure that staff members are adequately trained in the safe operation of forklifts and the handling of pallets within the racking system. Safety protocols should be established to minimize 2/3
risks and ensure that all employees are aware of best practices for operating in a high-density storage environment. Conclusion In conclusion, the drive-in pallet racking system is a powerful solution for businesses looking to enhance their warehouse efficiency and optimize space utilization. With its unique design and operational benefits, this system allows companies to store large quantities of products while maintaining accessibility and safety. Organizations like Dalvie Systems can provide expert advice and support for those interested in implementing this innovative storage solution. By leveraging the advantages of a drive-in pallet racking system, businesses can streamline their operations, reduce costs, and improve overall productivity. 3/3