Download
1 / 36

E N D
1. Computer-aided Hazard Identification Paul Chung (p.w.h.chung@lboro.ac.uk)
Department of Computer Science
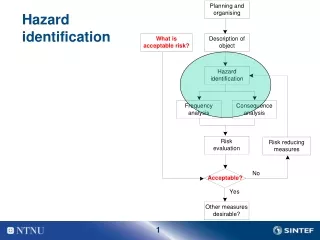
2. Hazards and Operability (HAZOP) Studies Established and widely used technique in the process industry for hazard identification
Time consuming, labour intensive process:
Tedious
Expensive
3. Computer-aided HAZOP Different levels of support:
Electronic report form
Electronic data (on plant, on fluids, etc.)
Automated Hazard Identification
Continuous operation
Batch operation
4. Automated Hazard Identification Continuous operation
From basic research to commercial product � HAZID
Basic technology
Signed directed graph (SDG) representation
Fault propagation
Go through a list of deviations systematically and identify the faults that cause the deviations and the consequences that result from the faults and deviations
5. HAZID Overview Automated extraction of plant design from a CAD system, e.g. Intergraph SmartPlant P&ID
Convenient forms for adding any missing process specific information
Tick boxes for selecting analysis options:
Deviations, e.g. more flow, less flow, etc.
Items to HAZOP, etc.
6. HAZID Overview HAZOP style output in different output formats
XML, with HTML web page view.
Excel spreadsheet.
Query facility for viewing analysis results
e.g. viewing faults and consequences relating to a particular plant item
e.g. viewing the propagation path between a particular fault and consequence
Compare facility for viewing the difference between two HAZID runs
Useful for after making a change to the design
22. HAZOP Style Output from HAZID
23. HAZID Viewer Queries Standard format questions:
What causes could there be for a selected hazard?
What consequences are there for a given failure mode?
How is a given hazard realised?
Show a path of deviations for propagation
Display all hazards with a given severity rank or higher
25. Filtered Output showing Fault Paths for a given Hazard
26. Automated Batch Plant Hazard Identification Batch operation
Early research prototype (CHECKOP)
Basic technology
Action representation
State-based simulation
Go through a set of operation instructions systematically and identify potential ambiguities, operating problems and hazards
Applying guidewords such as before, after, no action, etc.
27. CHECKOP System Overview
28. Simple Batch Reactor Example
29. CHECKOP Plant Description instance(tank101 isa tank, [content info [reactantA], outports info [out is [pump101,in]]]).
instance(pump101 isa pump, [status is offline, outports info [out is [valve101,in]]]).
instance(valve101 isa valve, [status is closed, outports info [out is [reactor101, in2]]]).
instance(reactor101 isa stirred_tank_reactor, [
outports info [out1 is [valve103,in], out2 is [valve106,in]],
heatSink info [hout is [jacket101,hin]],
reaction info [reaction_ab_p]
]).
30. Operating instruction format Natural language
Easy for user
Requires natural language processing
Could be ambiguous
Structured template
Easy for computer to process
Limited expressive power
31. Operating instruction format Object Action
valve101 open
Object Action until Condition
mixer on until elapsed-time 20 minute
Object1 Action Object2 Filler-word Fluid until Condition
reactor101 fill-from tank101 with reactantA until volume 30 percent
32. CHECKOP Operating Procedure Input charge reactor101 with reactantA: {
(1) valve101 open
(2) pump101 start
(3) reactor101 fill_from tank101 with reactantA until volume 30 percent
(4) pump101 stop
(5) valve101 close
}
etc�
33. Deviation Generation Combine each single action in the procedure with guide words, from:
No action � Simple omission.
Early/Late action � Sequence of procedure changed (how many steps feasible?).
Early/Late action termination � �until� condition of action varied.
Then, simulate the effect of executing the new procedure on the plant, detect hazards.
34. Batch HAZOP Output
35. Batch HAZOP Output
36. Future Work on CHECKOP A formal structured language for operating instructions
More guide words
�Other� Action � change other variables of the Action model
Rules for reasonable deviations
What are the most likely mistakes in operation?
Integrate with HAZID
HAZID is strong on process hazards, CHECKOP better for operating errors, etc.
HAZOP of start-up, shutdown, maintenance, etc.
37. Conclusions Automated hazard identification
continuous operation
commercial tool that can reduce the time of HAZOP
batch operation
promising area of research and development for identifying problems associated with human errors and operating procedures
Benefits:
Doing HAZOP earlier, and on modifications.
Consistent, repeatable, complete hazard identification method.
38. Acknowledgements The work described in this presentation is being funded by
HAZID Technologies Ltd
Engineering and Physical Sciences Research Council, UK
Thanks are also due to my colleagues
Dr Steve McCoy
Mr Dingfeng Zhou